Точение алюминия: проблемы и их решение
Алюминий – довольно податливый в плане обработки материал. Его можно точить на высокой скорости. Однако особенности в резании тоже присутствуют.
У алюминия существует две ключевых проблемы, с которыми можно столкнуться во время обработки. Это высокая вязкость материала, а также склонность к налипанию. Эти особенности необходимо учитывать при выборе обрабатывающего инструмента и режимов резания.
Начнём с повышенной вязкости металла. Чистый алюминий и мягкие деформируемые алюминиевые сплавы во время обработки образуют очень длинную стружку, которая норовит обмотаться вокруг инструмента и забить собой стружкоотводные канавки. Это нередко приводит к перегреву инструмента или его поломке.
Эта особенность вынуждает принимать особые меры для устранения негативных последствий. В частности, режущие кромки на пластинах должны быть максимально острыми. Для лучшего отвода стружки необходимо использовать СОЖ.
Если в алюминии содержится большая примесь кремния (свыше 13%), то никаких проблем с ликвидацией стружки у вас не будет – она значительно короче и легко удаляется. Однако для точения высокопрочных алюминиевых сплавов предпочтительно применять пластины с алмазным напылением.
Негативных последствий можно избежать, если установить более производительный режим работы, т.к. низкая скорость резания лишь усугубляет проблему. Также необходимо выбирать максимально гладкий инструмент, предназначенный для точения алюминия и его сплавов.
Компания ТИГРОТЕХ предлагает лучшие пластины для обработки цветных металлов от американского производителя Kennametal. Легкий выбор под различные задачи.
Алюминий и его сплавы. Особенности обработки
Иногда при обработке алюминия можно столкнуться и с негативными эффектами.
Первый – высокая вязкость некоторых сплавов. В этом случае существует тенденция к формированию длинной стружки, которая наматывается на инструмент и забивает канавки, что приводит к поломке гравировальной фрезы или сверла. Поэтому, как правило, на инструменте для обработки сплавов алюминия делают большие стружечные канавки для облегченного схода стружки, хотя это и ограничивает максимальное количество зубьев на фрезе двумя либо тремя.
Второй негативный эффект – наростообразование. Это явление, при котором происходит точечная наплавка обрабатываемого материала на режущую кромку инструмента в зоне резания. Следствием этого является притупление режущего клина и увеличение нагрузки на инструмент, а так же затрудненный сход стружки из-за ухудшения шероховатости передней поверхности инструмента. Производители инструмента борются с этим явлением, повышая гладкость передней поверхности (например, за счет дополнительной полировки или нанесения ультрагладкого покрытия), а также задавая определенные значения переднего и заднего углов режущего клина.
При наплавке материала, происходит забивание канавки, что ведет к дисбалансу инструмента. При затуплении режущей кромки, происходит перегрев инструмента, что может привезти к заклиниванию и как следствие, к поломке дорогостоящего инструмента.
На степень и глубину наплавки материала, влияют режимы резания, геометрия режущего инструмента, степень его затупления, т.е. все факторы, определяющие протекание пластической деформации в зоне резания.
Увеличение скорости резания способствует уменьшения глубины и степени наплавки, а подачи и глубины резания – к их увеличению!
Для устранения негативных эффектов при обработке алюминиевых сплавов рекомендуется использовать специальные серии твердосплавного инструмента.
Для механической обработки на фрезерных и токарных станках, чаще всего используют марки дюрали Д16 либо Д16Т (Д16ТН).
Д16Т лучше всего подходит для механической обработки на фрезерных и токарных станках. Благодаря термообработке, данный материал имеет более хрупкую структуру, что положительно влияет на режимы его резания.
Самым сложным для фрезерной и токарной обработки является чистый алюминий и его сплав с магнием (АМГ).
Данные сплавы имеют удовлетворительную прочность, хорошую пластичность и высокую коррозийную стойкость. С ростом содержания магния, существенно увеличивается прочность АМГ.
Из всех сплавов алюминия, данный сплав является самым вязким.
При обработке АМГ на фрезерных станках с ЧПУ либо на токарных станках с ЧПУ, оператор может сталкиваться с проблемой забивания канавок инструмента стружкой.
Для обработки АМГ необходимо более тщательно подбирать режимы резания: подачи и скорость вращения. Обязательно использование непрерывной подачи СОЖ в зону реза и специального, максимального остро заточенного и полированного инструмента.
Соблюдая эти правила, можно обрабатывать АМГ без опасности для инструмента и получать необходимую шероховатость.
Остальные сплавы алюминия, не так распространены при механической обработке на Токарных и фрезерных станках с ЧПУ.
Лучшие круги по алюминию. Обработка сварных швов.
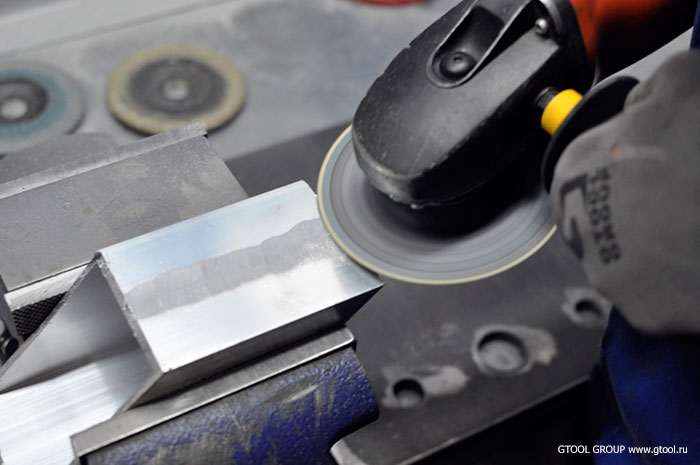
Многие клиенты GTOOL GROUP периодически сталкиваются с задачей изготовления изделий из алюминия.
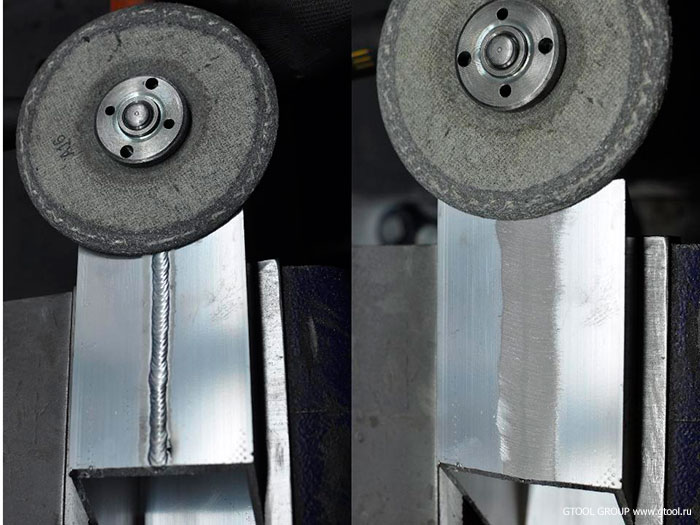
Естественно, эти изделия необходимо обрабатывать, и одной из самых сложных операций являются подготовка кромок и зачистка сварного шва, где требуется большой съем металла.
Сложные эти задачи по нескольким причинам:
Конечно, эти сложности не являются камнем преткновения, если с алюминием вы сталкиваетесь лишь иногда.
Но совершенно точно эти вопросы требуют решения, если обработка алюминия является вашей регулярной задачей.
Рассмотрим, какие круги чаще всего используются для обработки алюминия?

Рассмотрев все это, мы можем представить каким должен быть идеальный круг для обработки алюминия:
Казалось-бы, это все разные круги, и невозможно совместить все эти качества в одном.
У нас есть решение!
Компания Сibo представляет инновационный продукт, который перевернет ваше представление об обработке алюминия – гибкие зачистные круги Cibo RAF.


Этот абразивный круг объединил в себе все качества, необходимые для выполнения самых сложных задач по обработке алюминия и деталей из него.
Выполненный из синтетического войлока и специальной резины с добавлением абразивного зерна, этот круг становится незаменимым помощником на любом производстве. Он лишен всех недостатков классических кругов и поэтому решает поставленные задачи быстрее, качественнее и служит значительно дольше.
Преимущества гибких зачистных кругов Cibo RAF
Увидеть подробно сравнение этих кругов можно в этом видео
Таким образом, одним кругом вы можете:
И этот круг будет служить вам в разы дольше кругов, к которым вы привыкли.
Многие наши клиенты уже оценили качество и скорость гибких зачистных кругов Cibo RAF.
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2]

Примечание: данная статья является переводом.
Почему обработка алюминия может быть сложной?
Для начала давайте разберемся, с чем вы сталкиваетесь. Если вы делаете кронштейн для фермера, то не имеет значения, насколько эффективно вы снимаете материал. Но если вы делаете 10 000 кронштейнов в неделю для продажи в другие предприятия, вам нужно делать работу как следует. Почему обработка алюминия может быть сложной?
Основная проблема эффективной обработки алюминия заключается в том, чтобы просто добиться максимальной скорости съема материала без разрушения инструмента. Алюминий может расплавиться и прилипнуть к инструменту при сильном нагреве. Поэтому, даже если он режется как масло, это ненадолго, если алюминий прилипнет к инструменту, то в итоге вместо обработки вы будете заниматься сваркой трением.
Помимо того, что трение должно быть минимальным, дребезжание может быть просто чудовищным, когда вы задеваете станок. Это особенно проблематично, когда вы пытаетесь обработать чистые выемки. Ладно, хватит ныть. Давайте перейдем к тому, как вы можете с этим справится
Различные виды алюминия:
Вот список некоторых распространенных типов алюминия и некоторые замечания по обработке:
Стоит отметить, что существует заметная разница между литым и кованым алюминием. Литой всегда более жесткий, поэтому держите инструменты острыми и работайте с осторожностью.
Основные проблемы, с которыми вы столкнетесь, связаны с трением и нагревом. В следующем разделе мы рассмотрим, как справиться с этими проблемами, чтобы вы могли точно настроить свой процесс.
Режущие инструменты для алюминия:
Ни в коем случае не используйте для резки алюминия универсальный резак. Технически он будет работать, но алюминий совершенно отличается от стали.


Вот несколько аспектов выбора инструмента, которые помогут вам получить максимальную отдачу от вашего станка.
Материал режущего инструмента:
Режущий инструмент из карбида. Даже в непроизводственных областях применение твердого сплава превосходит быстрорежущую сталь как по стоимости инструмента в течение срока службы, так и по качеству обработки поверхности. Тем не менее, о твердом сплаве необходимо знать несколько полезных вещей, которые помогут вам подобрать идеальный инструмент для конкретной работы. По сути, нам просто нужно понять, что мы хотим получить от инструмента. Алюминий режется мягко, то есть инструмент не испытывает сильных ударных нагрузок при резке. Критически важным является сохранение остроты кромки. По этой причине для характеристики материала мы предпочтем твердость, а не вязкость. Есть две основные вещи, которые влияют на это свойство: размер зерна карбида и соотношение связующих веществ.
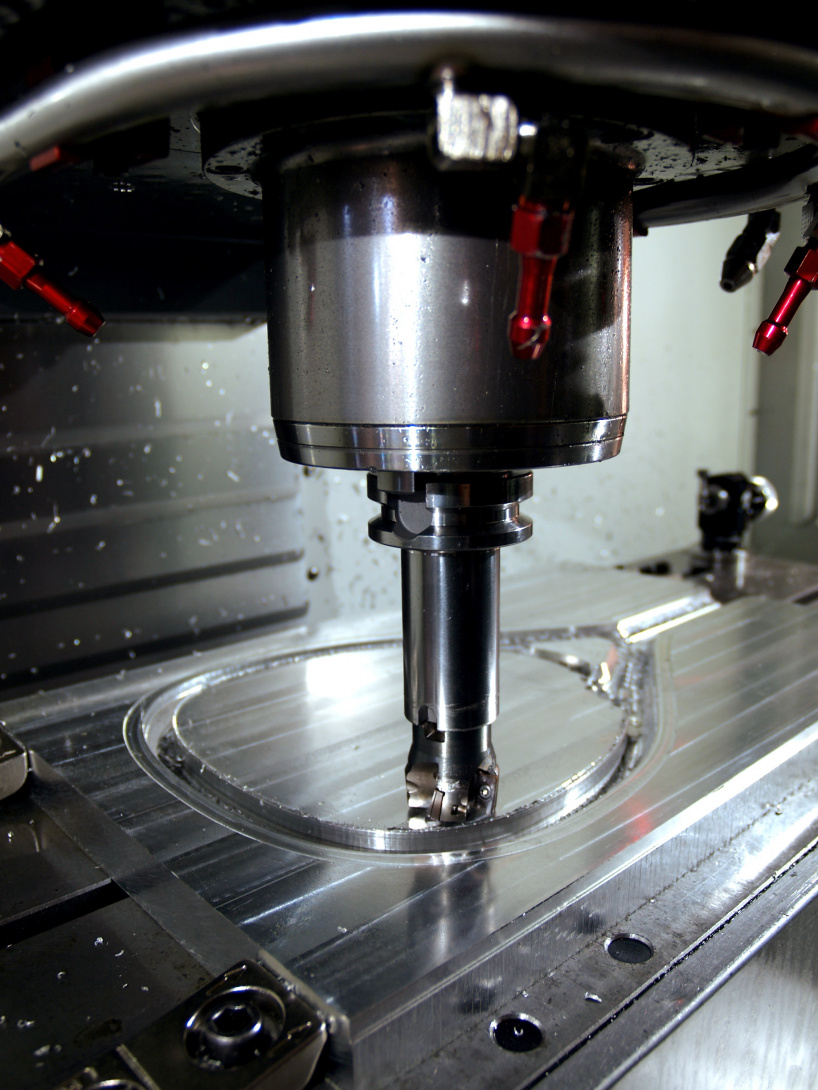
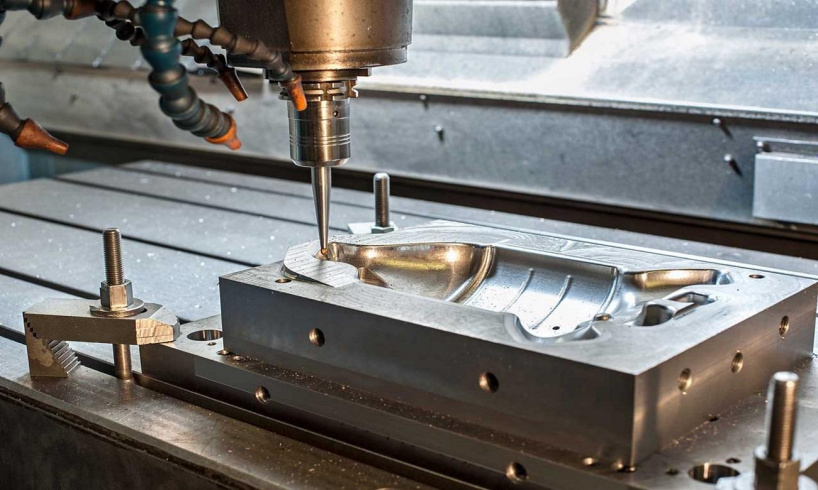
Изображение фрезеровки алюминия для визуального облегчения
Поэтому мы ищем твердосплавную фрезу с крупными зернами и низким содержанием кобальта.
Концевые фрезы с 3 канавками:
2 канавки могут быть приемлемым вариантом, когда силы резания ниже и зазор для стружки является более важным фактором. Это также может быть способом снижения силы резания для легких, некачественных резов. Это имеет смысл, если у вас очень длинный инструмент, склонный к вибрации. Фрезы с 2-мя канавками режут легко, поэтому это может помочь справиться с вибрациями.
Угол наклона спирали:
Вот баланс, который мы пытаемся найти: меньший угол спирали уменьшает нагрев, так как резание происходит в течение меньшего времени. Более высокий угол спирали обеспечивает более гладкую резку, дает отличную обработку поверхности, но при этом выделяется больше тепла.
Если ваш инструмент нагреется, алюминий приварится к нему, и игра окончена. Это происходит менее чем за секунду; все, что вы слышите, это резкий рост нагрузки на шпиндель и треск!
Поэтому вот надежное правило, которое работает для меня уже много лет:
Для того, чтобы и черновая, и чистовая обработка выполнялись достаточно хорошо, выбирайте угол спирали 40 градусов.
Черновая обработка: угол спирали 35 градусов.
Финишная обработка: угол спирали 45 градусов.
Многоцелевая: угол спирали 40 градусов.
Полезные функции:
Помимо этих основных принципов, есть еще несколько вещей, которые могут дать вам дополнительное преимущество.
Это действительно имеет смысл, если вы занимаетесь фрезерованием алюминия с высокой производительностью.
Вот краткий список некоторых хороших и плохих покрытий для резки алюминия:
| AlTiN | Ужасная идея №1. Это покрытие подойдет для стали, а не для алюминия. Поверхность инструмента с таким покрытием не особенно гладкая, а тут еще и алюминий! Это означает, что материал, который вы режете, будет иметь тенденцию привариваться к покрытию, что даст вам ужасное качество поверхности и, вероятно, приведет к поломке инструмента. |
| TiN | Ужасная идея №2. Не так плохо, как AlTiN, но и не намного лучше. |
| ZrN | Хорошая идея №1. У этого материала очень низкий коэффициент трения, поэтому он может помочь в обтекании стружки и сохранении режущего инструмента и материала холодными. |
| TiB2 | Хорошая идея №2. Многие парни предпочитают его вместо ZrN. Он имеет низкую схожесть с алюминием, что означает, что при обработке алюминий сразу соскальзывает. |
Хорошо, если быть до конца честным с вами, я не нашел покрытий, которые бы сильно отличались от алюминия. По крайней мере, не так, как со сталью. Я предпочитаю просто полированную голую концевую фрезу. Я буду больше экспериментировать с фрезами с нанесенными покрытиями, когда продавцы будут предлагать их мне бесплатно для экспериментов.
На этом на сегодня всё, в скором времени в нашем блоге выйдет вторая часть данной статьи.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Режущий инструмент для алюминия
Конструкция режущего инструмента
Влияние конструкции режущего инструмента на качество поверхности заключается в его способности образовывать «правильную» стружку. Важно, чтобы стружка могла гладко проходить режущую поверхность инструмента. Это значит, что передний угол зуба должен быть достаточно большой, смазка должна быть достаточной, а поверхность режущего инструмента достаточно гладкой. Хорошую гладкую поверхность нельзя получить при работе с изношенным режущим инструментом.
Основные факторы, которые влияют на качество поверхности при механической обработке алюминия, задают четыре отдельных области качества механической обработки (рисунок 1):
 Рисунок 1 – Зависимость качества поверхности и
Рисунок 1 – Зависимость качества поверхности и
скорость резания при механической обработке алюминия
Износ режущего инструмента
Износа режущего инструмента с образованием царапин, как это характерно при механической обработке стали, не наблюдается при механической обработке алюминия и алюминиевых сплавов. Износ инструмента при механической обработке алюминия происходит за счет истирания режущей поверхности. Поэтому решающим критерием для оценки срока службы режущего инструмента объективно является ширина износа VB, показанная на рисунке 2. Износ режущей поверхности зависит от температуры и происходит в основном путем истирания. При использовании инструмента с карбидными насадками максимальная величина 0,3-0,5 мм для величины износа VB считается нормальной.
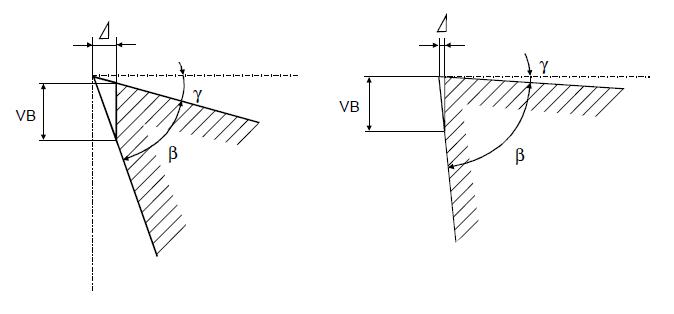 Рисунок 2 – Износ режущей кромки
Рисунок 2 – Износ режущей кромки
На износ режущего инструмента оказывают влияние как материал обрабатываемой детали, так параметры резания.
Материал детали имеет особенно большое влияние на износ режущего инструмента:
Влияние скорости резания на износ инструмента
Что касается условий резания, то скорость резания имеет самое большое влияние на срок службы режущего инструмента. На рисунке 5 представлен пример зависимости срока службы режущего инструмента при механической обработке алюминиевых сплавов для литья в кокиль. В случае деформируемых алюминиевых сплавов срок службы режущего инструмента измеряется скорее в сменах или днях, чем в минутах, как для литейных сплавах с высоким содержанием кремния.
Поскольку износ режущего инструмента зависит также от других параметров механической обработки, то срок службы можно оценивать только для определенного набора параметров. Другим параметрами, которые влияют на износ режущего инструмента являются:
Усилие резания при механической обработке алюминия
Для оценки влияния материала на условия резания применяют так называемое удельное усилие резания. Это удельное усилие резания имеет корреляцию с режущим усилием, материалом и размерами стружки. В общем случае применяются следующие положения:
Необходимое режущее усилие зависит не только от размеров стружки, но также от смазочно-охлаждающей эмульсии и конструкции режущего инструмента:
 Рисунок 3 – Зависимость усилия резания при механической обработке алюминия в зависимости от переднего угла зуба и скорости резания
Рисунок 3 – Зависимость усилия резания при механической обработке алюминия в зависимости от переднего угла зуба и скорости резания


