Методы измерения резьбы

Существует несколько способов получения данных об основных параметрах резьбы, что включает в себя замер диаметров, формы и шага поверхности. Для этого широко применяются специализированные и универсальные инструменты позволяющие получить точное значение среднего диаметра, шага, профиля, а также внутреннего и внешнего диаметра. Рассмотрим основные из существующих инструментов, а также современные методы измерений.
Шаг резьбы
Определить шаг резьбы можно с помощью штангенциркуля или линейки, для чего производится замер между несколькими витками и полученный результат делится на количество шагов. Для получения более точного результата или замера шага мелких, трубных и конических резьб рекомендуется использовать резьбомеры, представляющие собой пластинки с вырезанным профилем. При точном совпадении профиля с измеряемой резьбой получается точное значение.
При измерении рекомендуется:
Средний диаметр резьбового соединения
Для определения среднего диаметра резьбы необходим микрометр со специальными наконечниками в виде конуса и выреза. С его помощью определяется размер детали по вершине резьбы и по впадине для расчета среднего значения. При подборе комплекта необходимо учесть предел измерения, который указан в маркировке литерой М и цифрами означающими минимально и максимально допустимый шаг резьбы. Также для получения усредненного значения резьбы используется кронциркуль с шариковыми наконечниками, профиль которых совпадает с типом и шагом резьбы. Наконечники выставляются по калибру с нескольких сторон детали для максимально точного результата.
Внутренний и наружный диаметр
Для получения точного значения наружного диаметра используется микрометр. Замер производится несколько раз, с различных сторон детали. Из полученных значений определяется среднее. Для замера внутреннего диаметра необходим кронциркуль, наконечники которого прикладываются к впадинам. Точный результат можно получить путем нескольких измерений в различных точках.
Калибр
В отличие от микрометра, кронциркуля и других инструментов, для каждого диаметра, типа и шага резьбы существует свой отдельный калибр, который является эталоном предельно допустимого значения. Для соответствия резьбы калибру необходимо чтобы последний свободно накручивался без приложения усилий и зазоров, по всей длине. Существуют калибры-гайки и калибры пробки соответственно для наружной и внутренней резьбы. Достоинством данного метода является простота и точность измерения. Основной недостаток – необходимость использования набора калибров при проверке более чем одного типа и диаметра резьбовых соединений.
ГОСТы
Профиль метрической резьбы определяется ГОСТ 9150, посадки с натягом метрических резьб регулирует ГОСТ 46081, что включает диаметры, допуски, шаги и предельные отклонения. Параметры конических дюймовых резьб определяется ГОСТ 6111, трубных конических с конусностью 1:16 – ГОСТ 6211.
Средства измерения резьб. Проволочки измерения резьбы.
Средства измерения резьб. Проволочки измерения резьбы.
Приборы активного контроля.
Одним из наиболее прогрессивных методов контроля является активный. Наиболее рационально его применение в условиях массового и крупносерийного производства. Устройства активного контроля при определенном измерении размеров позволяют автоматически изменять ход технологического процесса и обеспечить заданную точность обработки.
Устройства активного контроля могут включаться в конце цикла обработки и по результатам измерения подавать команду на подналадку режущего инструмента (их называют подналадчиками) или производить проверку размеров изделия непосредственно в процессе обработки с целью регулирования величины перемещения, режимов резания и других параметров технологического процесса. Приборы активного контроля, регулирующие параметры технологических процессов, применяются в станках с программным управлением.
Для автоматического контроля и подналадки применяются приборы контактного и бесконтактного действия. У приборов контактного действия наконечник находится в контакте с измеряемым изделием и может, срабатываясь, быть причиной погрешности прибора. Для уменьшения такой возможности наконечники приборов активного контроля изготовляют из твердого сплава, алмазов, агатов или других особо твердых материалов.
Приборы для измерения резьб.
Основными контролирующими параметрами резьб являются наружный средний и внутренний диаметры, угол профиля и шаг. При измерении резьб применяются средства комплексного и поэлементного контроля.
Для комплексного контроля наружных метрических резьб применяются жесткие предельные калибры-кольца (ГОСТ 17763 — 72 и ГОСТ 17764 — 72) или резьбовые скобы. Внутренние резьбы проверяются резьбовыми калибрами-пробками (ГОСТ 17756 — 72 и ГОСТ 17759 — 72). При пользовании резьбовыми калибрами-пробками и кольцами комплексным измерителем является проходной калибр. Непроходной калибр применяется для измерения предельного размера среднего диаметра.
При поэлементном контроле наружный диаметр болта может проверяться любым измерительным средством, применяемым для контроля диаметра валов, а внутренний диаметр гайки – любым измерительным средством для контроля отверстий.
Для контроля среднего диаметра применяют контактный или бесконтактный методы. Контактный метод контроля основан на применении вставок в микрометр или трех проволочек.
Вставки резьбового микрометра.
Микрометр со вставками применяют при контроле среднего диаметра треугольной резьбы с углами профиля 60 и 55°. Измерение производится в пределах от 0 до 350 мм, причем для каждого интервала в 25 мм применяются или отдельные микрометры, или специальные сменные пятки. Комплект вставок к микрометру состоит из двух вставок (рис. 1): призматической, которая устанавливается вместо пятки микрометра, и конусной, устанавливаемой в отверстие микрометрического винта.
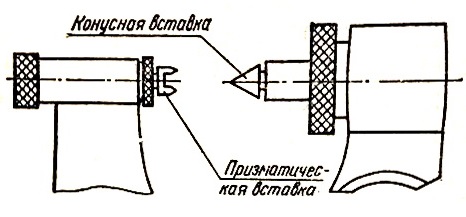
Рис. 1. Вставки к резьбовому микрометру.
Микрометр оснащается пятью комплектами вставок, которые устанавливаются применительно к шагу проверяемой резьбы: 0,4 — 0,5; 0,6 — 0,8; 1 — 1,5; 1,75 — 2,5 и 3 — 4,5 мм.
Измерение резьбы методом трех проволочек.
При контроле среднего диаметра применяют комплект из трех проволочек одинакового диаметра. В процессе замера две проволочки устанавливают во впадины резьбы с одной стороны, а третью — в противоположную впадину. Размер проволочек выбирается по специальной таблице в зависимости от шага и угла профиля резьбы. Идеальным размером для проволочек является диаметр d = tg α /2c, где cs шаг, а α /2 угол профиля проверяемой резьбы.
Измерения среднего диаметра резьбы.
В зависимости от требуемой точности при измерении проволочками используют микрометры или оптико-механические приборы, обеспечивающие более точные показания. Если оси проволочек при измерении расположены вертикально, то проволочки подвешивают на кронштейне, укрепленном на применяемом приборе (рис. 2). К проволочкам подводят измерительные поверхности и измеряют расстояние между выступающими точками трех проволочек, находящимися во впадинах резьбы, затем по формулам определяют средний диаметр.
Расчет среднего диаметра резьбы.
Средний диаметр резьбы с углом профиля 60°:
Dcp=M – 3d + 0.866s,
где M — размер, полученный в результате измерения, мм;
d — диаметр проволочки, мм;
s — шаг измеряемой резьбы, мм.
Если угол профиля составляет 55°, то средний диаметр цилиндрической резьбы:
Dcp=M – 3,165d + 0.9605s.
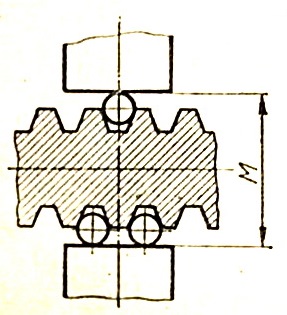
Рис. 2. Измерение резьбы с помощью трех проволочек.
Бесконтактные методы контроля резьбы с помощью среднего диаметра резьбы основаны на трех проволочек, применении измерительных микроскопов с угломерными окулярными, головками, а также проекторов.
Индикаторные измерительные приборы.
Контроль точности шага резьбы и измерение угла профиля также осуществляется на измерительных микроскопах или проекторах.
Контроль среднего диаметра внутренней резьбы может выполняться индикаторными приборами с раздвижными полупробками, индикаторными приборами с раздвижными вставками, а также на горизонтальных оптиметрах с помощью измерительных дуг для внутреннего измерения, оснащенных шаровыми измерительными наконечниками.
На большинстве заводов при расточке отверстий для предварительных измерений пользуются пробками и штих-массами, а также штангенциркулем. Установка резца для снятия стружки до требуемого размера производится по лимбу поперечного суппорта станка на основе показаний штангенциркуля. При обработке отверстий по 2-му и 3-му классам точности такой общепринятый способ измерений связан с большими затратами времени на снятие пробных стружек, а зачастую и на излишние проходы.
Измерить размеры ряда детален в процессе обработки можно с помощью индикаторного приспособления (рис. 3), которое благодаря специальной конструкции упорной планки 1, позволяет установить в удобном месте, впереди поперечных салазок суппорта, держатель 3 индикатора 4. При подаче поперечных салазок от себя штифт индикатора упирается в выступ планки 1. Винт 2 предохраняет индикатор от поломки. Это приспособление является универсальным, оно может быть применено как при расточке, так и при обточке. Для обточки упорную планку и индикатор 3 поворачивают на 180°.

Рис. 3. Индикаторное приспособление для активного контроля размеров при обработке на токарном станке.
Практика показала, что применение индикаторов и установочных колец с номинальным размером обрабатываемого отверстия, а также применение индикаторного приспособления (рис. 3) позволяет уменьшить вспомогательное время и обеспечить высокую точность измерений внутренних размеров.
При обработке отверстий необходимо по индикатору настроить резец на снятие первой стружки с припуском 0,1 — 0,2 мм на сторону, заметить показание индикатора и снять первую стружку. После этого замерить полученный размер отверстия индикаторным прибором, настроенным по установочному кольцу, имеющему номинальный размер отверстия (при настройке индикаторный прибор устанавливается на ноль).
Измерив отверстие, определяют, какой слой металла нужно снять резцом для получения окончательного размера отверстия, и по индикатору устанавливают резец для расточки отверстия на чистовой размер. Такой способ измерений упрощает расточку отверстий по 2-му и 3-му классам точности, и он вполне доступен для рабочих невысокой квалификации.
При больших партиях деталей небольшой массы иногда целесообразно сначала провести предварительную расточку всей партии деталей с припуском 0,3 — 0,5 мм на диаметр и затем за один проход, применяя жесткий резец, провести чистовую расточку.
Учитывая, что резец в процессе работы изнашивается, вследствие чего размер отверстия уменьшается, во время обработки каждой последующей детали следует проверять индикатором для внутренних измерений действительный размер отверстия уже обработанной детали и, исходя из показаний индикатора, настраивать индикаторное устройство с учетом износа резца.
Преимущество работы с индикатором заключается еще и в том, что на его показания не влияет износ резьбы винта и гайки поперечного суппорта, тогда как показания лимба зависят от степени износа резьбы.
Следует отметить, что общепринятые способы расточки отверстий не обеспечивают высокой точности. При обработке отверстия, диаметр которого меньше заданного, токарь не имеет точного представления о том, сколько сотых долей миллиметра нужно дополнительно снять для получения окончательного размера. Поэтому он часто вынужден прибегать к добавочным проходам, что значительно увеличивает затраты времени на обработку и ухудшает качество.
Применение индикаторных приспособлений дает возможность работать уверенно и с большой точностью. Использование индикатора не исключает применения предельных калибров. Проверка отверстий предельным калибром является обязательной при окончательном контроле размера.
Как определить шаг резьбы без резьбомера?
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Количество витков на 2 см | Шаг резьбы, мм |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
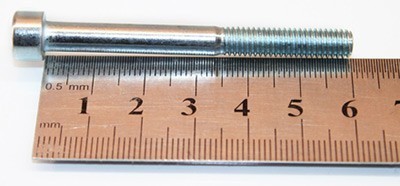
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:

Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
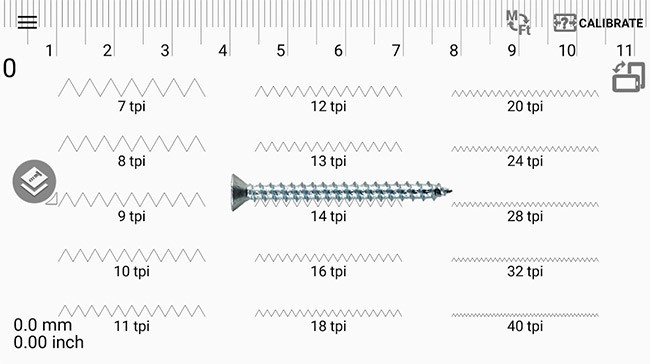
Экранный резьбомер для Android
Методы и средства контроля резьбовых соединений.
Методы и приборы для контроля параметров резьбы
Контроль резьбы представляет собой комплекс процедур по измерению важных характеристик нарезки. Для эффективного измерения параметров резьбы необходимо правильно определить методы и средства контроля. Во время контроля основных параметров нарезания чаще всего применяются методы трёх проволочек, средствами контроля выступают измерительные приспособления с индикаторами и микрометры. Существует 2 основных способа контроля резьбы:

Для контроля трубной и конической резьбы чаще всего используют калибры, измеряющие размеры, форму и взаимное расположение поверхности детали.
Как пользоваться инструментом
Правила использования таких инструментов зависит от их назначения. Пользоваться им допускается только с соблюдением определённых правил и установленного класса точности, указанного в маркировке. Применение калибров-пробок для контроля точности изготовленных отверстий допускается только с помощью инструмента близкого к параметрам самого отверстия. Основным условием точности измерения служит свободное прохождение вставки калибра через измеряемое отверстие. Правильное использование таких устройств, предполагает соблюдение следующих правил:
Для контроля внешней резьбы достаточно приложить сам инструмент к резьбе и определить степень совпадения. Внутренняя резьба проверяется методом ввинчивание головки в готовое отверстие с резьбой. Процесс должен проходить легко без усилий и перекосов.
Для контроля поверхности конического вала используют соответствующий гладкий инструмент. Качество определяется совмещением поверхности детали и поверхности калибра. Сравнение внутреннего конуса производится погружением насадки в подготовленное отверстие.
Калибрами осуществляют оперативный контроль параметров изделий большого количества деталей. Для этого не требуются специальные знания и навыки использования сложного метрологического инструмента. Операция осуществляется оперативно. Одновременно можно сравнить несколько параметров.
Устройство и сфера применения резьбомеров
Основное назначение резьбомера – контроль состояния резьбы и её соответствия требованиям ГОСТа. Поэтому он часто используется в металлообрабатывающем производстве, в машиностроении, при ремонтных и сборочных операциях машин и оборудования. Практически все сборочные цеха и ремонтные мастерские имеют наборы резьбомеров для проверки профилей прямоугольных, упорных и трапециевидных резьб.
Резьбомер представляет собой набор шаблонов изготовленных ил стальных пластинок толщиной порядка 1 мм. На одном из концов пластинки имеются вырезы соответствующие калибру измеряемых резьб – шагу и профилю. Данные зубчатые пластины часто называются гребенками. На метрических гребенках указан шаг резьбы, на дюймовых – количество ниток приходящихся на один дюйм.
С помощью резьбомера можно с высокой точностью определить:
Калибр (Средство контроля) – техническое устройство, предназначенное для проведения контроля, не основанного на измерениях характеристик продукции.
Посредством использования и на основании результатов применения калибра, принимается решение о соответствии или несоответствии продукции установленным требованиям.
Существуют следующие основные виды калибров: пробки, кольца, скобы.
Виды калибров разделяются на типы, в зависимости от конструкции:
Калибровка — совокупность операций, выполняемых в целях определения действительных значений метрологических характеристик.
Калибры гладкие цилиндрические (кольца, пробки).
Калибровка гладких цилиндрических калибров выполняется в соответствии с МИ 1927-88 «Рекомендация. Калибры гладкие для цилиндрических валов и отверстий. Методика контроля».
В качестве эталона применяется прецизионный горизонтальный длиномер «Labconcept 500», погрешность ±(1,4+L/80) мкм, производство «TRIMOS», Швейцария.
Измеряемые параметры гладких цилиндрических колец:
Измеряемые параметры гладких цилиндрических пробок:
Калибры для контроля валов – скобы.
Скобы применяются для контроля диаметров валов. В качестве эталона применяется прецизионный горизонтальный длиномер «Labconcept 500», погрешность ±(1,4+L/80) мкм, производство «TRIMOS», Швейцария.
Калибры гладкие конические ГНК, ОТТГ, ОТТМ и другие (кольца, пробки).
Калибровка резьбовых цилиндрических калибров выполняется в соответствии с МИ 1904-88 «Рекомендация. Калибры для конических соединений. Методика контроля».
В качестве эталона применяется прецизионный горизонтальный длиномер «Labconcept 500», погрешность ±(1,4+L/80) мкм, производство «TRIMOS», Швейцария.
Измеряемые параметры гладких конических колец и пробок:
Калибры резьбовые цилиндрические М, Tr, G, UNF, UNC и другие (кольца, кольца).
Калибровка резьбовых цилиндрических калибров выполняется в соответствии с МИ 1904-88 «Рекомендация. Калибры резьбовые цилиндрические. Методика контроля».
В качестве эталона применяется прецизионный горизонтальный длиномер «Labconcept 500», погрешность ±(1,4+L/80) мкм, производство «TRIMOS», Швейцария.
Измеряемые параметры резьбовых цилиндрических колец:
Измеряемые параметры резьбовых цилиндрических пробок:
Калибры резьбовые конические R, К, З, НКТ, ОТТМ, БАТРЕСС и другие (кольца, пробки).
Калибровка резьбовых конических калибров выполняется в соответствии с МИ 1812-87 «Методические указания. Калибры резьбовые конические. Методика контроля».
В качестве эталона применяется прецизионный горизонтальный длиномер «Labconcept 500», погрешность ±(1,4+L/80) мкм, производство «TRIMOS», Швейцария.
Для калибровки калибров резьбовых конических также может использоваться метод измерений на синусной линейке ГОСТ 4046-80 «Линейки синусные. Технические условия».
Измеряемые параметры резьбовых конических колец и пробок:
Измерения геометрических величин готовых изделий и заготовок.
Измерение параметров профиля резьбы.
Для измерения параметров профиля внутренней резьбы по слепку используется композиционный оттискный материал КОМПАР-С. Слепочный материал КОМПАР-С предназначен для получения высокоточных слепков с последующим контролем профиля на инструментальном микроскопе УИМ-23. Погрешность измерений геометрических параметров слепков не превышает 8мкм — для линейных величин и 10’ – для угловых величин.
Измерение шага резьбы
Для контроля такой характеристики, как шаг резьбы используются стандартные линейки с миллиметровыми и дюймовыми делениями, а также резьбомеры. Результаты вычислений шага посредством линейки являются неточными и производятся путём замера определённого числа витков. Главной задачей измерения является нахождение количества витков, которое приходится на единичный шаг резьбы. В условном случае, когда на 1 дюйм приходится 5 витков, шаг равняется 1/5 дюйма. Для удобства полученные результаты в дюймах пересчитывают в миллиметры. Во время процесса измерения витков посредством линейки человек должен учитывать следующие особенности:
В результате измерений находится усреднённое значение шага. Погрешность расчётов зависит от правильности выполненной нарезки детали.
Резьбомер способен предоставить наиболее точные результаты измерений шага для трубной конической резьбы, потому что он может работать с наиболее маленькими расстояниями.
В состав его конструкции входят пластины, выполненные из сплавов железа. Каждая пластина оснащена вырезами, эквивалентными профилю нарезки и её шагу. Для определения величины шага резьбомер прикладывается к измеряемой детали. Пластина резьбомера производит точный контроль только в том случае, когда она параллельна оси нарезки. Важно, чтобы пластинка и отверстие резьбы совпали по размеру.
Контроль резьб
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на https://www.allbest.ru/
Размещено на https://www.allbest.ru/
Соединения являются важными элементами машиностроительных конструкций. Опыт эксплуатации транспортных технических средств показал, что большое количество отказов в их работе связано с неудовлетворительным качеством соединений. Поэтому основным критерием работоспособности соединений (а также соответствующих расчетов) является прочность.
По признаку разъёмности все виды соединений можно разделить на
К разъемным соединениям
, которые могут разбираться без повреждения составляющих их деталей, принадлежат:
К неразъемным соединениям,
которые не могут разбираться без повреждения составляющих их деталей, принадлежат:
Сканеры и дефектоскопы
Удешевление и упрощение проверки качества болтов неразрывно связано со стоимостью этого крепежа, влияют на конечную цену продукта, в котором он используется. Вот почему так необходимы устройства контроля, рассчитанные на массовую проверку болтов.
В качестве таких устройств применяют подходящие по параметрам дефектоскопы, настроенные на работу с болтами или же специальные сканеры.
Один из аппаратов такого формата — BOLTSCAN, созданный специально для проверки качества болтов. Этот аппарат обеспечивает оперативный и точный контроль качества резьбового крепежа по нескольким главным параметрам. Эти параметры позволяют убедиться в надёжности двух самых уязвимых место любого болта — резьбы и места перехода от стержня к головке.
Производительность и эффективность этого аппарата таковы, что его не только можно, но и выгодно использовать в деле оценки качества болтов при тотальном поштучном контроле. Аппарат работает на основе вихретокового метода, вращение болта позволяет выполнять круговой, то есть — исчерпывающе полный контроль самых важных мест любого болта. Вот основные параметры болтов, которые могут быть проверены на таком устройстве:
Компактная конфигурация этого сканера, выполненного в настольном формате, позволяет применять его в любой производственной обстановке или на посту технического контроля.
Калибр (Средство контроля) – техническое устройство, предназначенное для проведения контроля, не основанного на измерениях характеристик продукции.
Посредством использования и на основании результатов применения калибра, принимается решение о соответствии или несоответствии продукции установленным требованиям.
Существуют следующие основные виды калибров: пробки, кольца, скобы.
Виды калибров разделяются на типы, в зависимости от конструкции:
Калибровка — совокупность операций, выполняемых в целях определения действительных значений метрологических характеристик.
Калибры гладкие цилиндрические (кольца, пробки).
Калибровка гладких цилиндрических калибров выполняется в соответствии с МИ 1927-88 «Рекомендация. Калибры гладкие для цилиндрических валов и отверстий. Методика контроля».
В качестве эталона применяется прецизионный горизонтальный длиномер «Labconcept 500», погрешность ±(1,4+L/80) мкм, производство «TRIMOS», Швейцария.
Измеряемые параметры гладких цилиндрических колец:
Измеряемые параметры гладких цилиндрических пробок:
Калибры для контроля валов – скобы.
Скобы применяются для контроля диаметров валов. В качестве эталона применяется прецизионный горизонтальный длиномер «Labconcept 500», погрешность ±(1,4+L/80) мкм, производство «TRIMOS», Швейцария.
Сильные и слабые стороны вихретокового метода контроля
Применение калибров
Пробки со вставками являются главным типом резьбовых пробок, имеют конусный хвостовик. Они изготавливаются диаметром от 1 до 50 мм. Уплотнение резьбовых соединений с внешним диаметром от 50 до 100 мм делают в виде насадок, фиксируемых на концах пластмассовой ручки винтами. Проверку внешней резьбы производят резьбовыми кольцами, изготовленными диаметром от 1 до 100 мм. Проходные кольца нарезаются по всей ширине кольца. Их внешняя поверхность накатывается. Непроходимые кольца обладают укороченной резьбой (оставляют только два три витка с укороченной резьбой). На них создают отличительную проточку посередине внешней накатанной цилиндрической поверхности кольца.
Трапецеидальная
К резьбовым соединениям этого вида относятся чаще всего соединения типа винт-гайка. Трапецеидальная резьба выполняется в соответствии с ГОСТ 9481-81. Ее форма представляет собой равнобокую трапецию. Угол наклона граней составляет 30°. Для резьбы крепежных элементов, применяемых в червячных передачах, предусмотрен угол наклона 40°.
Трапецеидальный профиль резьбы позволяет достичь повышенной прочности соединения. Благодаря этому ее применяют для соединения деталей механизмов, работающих под воздействием динамических нагрузок, например, в ходовых гайках, которыми фиксируются штоки задвижек и т. д.
Как измерить резьбу
Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.
К основным таким параметрам относятся:
Поэтому при подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.


