Какой вид упрочнения стали выбрать:
Азотирование, Цементация или Твердое хромирование

Для начала давайте, разберемся, что же из себя представляет каждый из видов упрочнения?
Азотирование – это обработка стали в процессе ее нагрева в среде высокого содержания аммиака. Вследствие этого поверхность стали насыщается азотом и приобретает следующие качества:
Азотированный слой обладает высоким показателем твердости без дополнительной термообработки. Кроме того, после азотирования размер обрабатываемой детали остается практически неизменным. В отличие от цементационного процесса, его можно применить к готовым изделиям, которые прошли термическую закалку с высоким отпуском и отшлифованы до окончательных форм. После азотирования детали полностью готовы к чистовой полировке и другой обработке. Азотированию обычно подвергаются детали, работающие на трение в агрессивных средах и при высоких температурах.
Твердое хромирование широко применяется для повышения срока службы мерительного и режущего инструмента, штампов и пресс-форм, особенно для обработки неметаллических материалов (пластмассы, стекла, резины и др.), для увеличения износостойкости деталей двигателей (поршневых колец, цилиндров, поршневых пальцев и др.) и других машин.
Итак, твердое хромирование применяют для уменьшения трения, повышения прочности. Вследствие проведения процедуры хромирования, повышается коррозийная стойкость стали к пресной и соленой воде, к азотной кислоте, к газовому воздействию (до 800°С).
Толщина покрытия твердого хромирования в большинстве случаев составляет от 0.075 до 0.35 мм.
Особенности твердого хромирования изделий
Все перечисленные виды упрочнения (азотирование, цементация, твёрдое хромирование) Вы можете заказать в нашей компании.
Чем можно заменить азотирование
Цементация может проводиться в твердых, газообразных и жидких углеродсодержащих средах, которые называются карбюризаторами. Нагрев осуществляют в среде, легко отдающей углерод.
Цементация в твердой среде
Наиболее старым способом является цементация в твердой среде. Детали укладываются в стальной ящик, должны быть полностью покрыты карбюризатором(уголь) и не касаться друг друга и стенок ящика. Ящик герметично закрывается и загружается в печь. При нагреве образуется окись углерода (CO), которая в свою очередь разлагается на углекислый газ (СО2) и атомарный углерод. Так как детали нагреты до температуры выше критической точки Ас3, атомарный углерод проникает вовнутрь мягкого железа.
Режимы обработки: 900-950 градусов, 1 час выдержки на 0,1 мм толщины цементированного слоя. Для получения 1 мм слоя — выдержка 10 часов.
В последнее время нашла широкое применение цементация газами. Детали загружают в печи в которые вводят цементующие газы (окись углерода и метан). При нагреве газ разлагается, образуя атомарный углерод. Продолжительность процесса газовой цементации меньше, чем цементации твердым карбюризатором, так как нагрев и охлаждение производятся с большими скоростями, чем это можно осуществить в цементационных ящиках. Кроме этого, газовая цементация имеет ряд других преимуществ: возможность точного регулирования процесса цементации путем изменения состава цементующего газа, отсутствие громоздкого оборудования и угольной пыли и возможность производить закалку непосредственно из печи. Процесс газовой цементации более экономичен
Какие материалы подвергаются цементации?
Цементации подвергают стали с низким содержанием углерода (до 0,25 %) или легированные низкоуглеродистые стали марок: 20Г, 20Х, 20ХФ, 12ХНЗА, 20Х2Н4А, 18ХГТ, 18Х2Н4ВА, 20ХГНР и др. Данной обработке подвергают такие детали машин и аппаратов, которые должны иметь износостойкую рабочую поверхность и вязкую сердцевину, такие как: зубчатые колеса, коленчатые валы, кулачки, червяки, поршневых пальцев, отвалов плугов и др.
Свойства металла после обработки.
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким. После закалки цементованное изделие приобретает высокую твердость (50..58HRC) и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины.
Азотирование проводится при 500—600 °С в герметично закрытом контейнере из железа, который внедряется в печь. Его разогревают до температуры соответствующей выбранному режиму, и выдерживается необходимое время. В контейнер закладывают детали, которые будут подвержены азотированию.
Туда же под определенным давлением запускается аммиак, который под действием высоких температур диссоциирует на водород и атомарный азот, который в свою очередь проникает в поверхностный слой мягкого металла, образуя нитриды с элементами, входящими в состав стали, алюминием, хромом, молибденом. Они имеют высокую твердость. По окончании процедуры печь плавно охлаждается вместе с потоком аммиака.
Толщина нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
Нитриды железа обладают сравнительно невысокой твердостью и незначительно повышают ее в стали. Следовательно, для азотирования применяют легированные стали, содержащие алюминий, хром и молибден, такие как 38ХМЮА, 18Х2Н4ВА и др.
Азотированию подвергают также детали из коррозионностойких, жаростойких и жаропрочных сталей, работающих на трение в агрессивных средах и при высоких температурах; матрицы и пуансоны для горячей штамповки, пресс-формы из инструментальных сталей для литья под давлением (Х12Ф1, ЗХ2В8Ф и др.); пружины из сталей 50ХФА, 60С2. Для азотирования целесообразно применять стали, содержащие титан.
Если азотирование проводится с целью повышения коррозионностойкости, то этому процессу подвергаются также и углеродистые стали.
Особенности технологии азотирования металла
Азотирование металла в промышленных масштабах стало использоваться достаточно недавно. Азотация была весьма непопулярным решением, так как ее характеристики изначально не совсем совпадали с особенностями производства. Спустя какое-то время данный вид обработки был серьезно изучен и использован ведущими предприятиями металлообрабатывающей промышленности. Промышленные масштабы обработки металла позволяют улучшить параметры готовых изделий, которые производятся из стальных сплавов. В процессе азотации поверхностный слой различных деталей из стальных сплавов насыщается азотом, что улучшает эксплуатационные свойства.

Что представляет собой азотация
Азотирование стальных сплавов очень часто сравнивают с цементацией. Несмотря на то, что результат чем-то схож, у азотации больше плюсов. Азотирование стали в данный момент применяется как основной способ для повышения устойчивости металла к различным факторам.
Во время азотирования стальные элементы не подвергаются существенному нагреванию, но во время этого поверхностный слой становится значительно тверже. Данные свойства технологии позволяют применять её при обработке деталей, прошедших закалку и уже отшлифованных. Также азотирование ещё называют азотацией, что никак не влияет на итог процедуры. После азотации стальные детали можно полировать или обрабатывать другими способами.
Все элементы установки рассчитаны на длительную эксплуатацию.
Суть процесса состоит в том, что сталь нагревается в среде аммиачных материалов. Благодаря обработке в данной среде металл имеет следующие изменения:
Азотация является единственным оптимальным способом, который позволяет добиться стабильных показателей твёрдости стали. В отличие от элементов, которые подвергались цементации, азотированные детали сохраняют свои параметры твердости при температуре 550-600 градусов. После азотации прочность металла повышается в полтора-два раза по сравнению с закалкой либо цементацией.

Факторы, влияющие на азотирование
Данные факторы являются основными параметрами, которые влияют на процесс азотирования, но также имеются и другие показатели. Например, степень диссоциации аммиачных компонентов. Обычно она находится в пределах 15-45%. При увеличении температуры в среде газовой обработки твердость может существенно снизится, но в отличие от этого диффузионные процессы азотистых составляющих ускоряются. Такие параметры обуславливаются коагуляцией нитридов легирующих компонентов, которые отмечаются в составе металла. Данные параметры обеспечивают возможность сокращения процессов обработки в несколько раз.
При необходимости ускорить процесс азотации и повысить его эффективность используют двухэтапную схему обработки металла. Такая схема подразумевает в виде первого этапа обработку металлических сплавов при температуре, которая не превышает 525 градусов. Благодаря использованию именно этой температуры стальной детали придаются высокие показатели твердости. Во второй части процесса азотирования деталь нагревается до 600-620 градусов. При таких параметрах температурного режима процесс азотирования существенно ускоряется, а глубина достигает необходимых показателей. Прочностные данные поверхностного слоя по двухступенчатой технологии не уступают соответствующим изделиям, прошедшим азотирование в одну ступень.
Типы сталей, подвергающихся азотации
После процесса азотации стальные элементы обретают различную твердость. У углеродистых сталесплавов такой показатель равен 200-250, у легированных — 600-800.
Также существуют и другие составляющие стали, но их влияние часто бывает настолько незначительным, что некоторыми показателями можно пренебречь. Прежде, чем игнорировать данные, необходимо тщательно изучить их влияние по отношению к определенному количеству стального сплава.

Марки стали для азотирования
Марки стали для азотации:

Технологическая схема азотации
Несмотря на разновидность азотирования металла результат обработки направлен на получение максимально прочного и износостойкого изделия.
Подготовительная термообработка
Данный вид обработки состоит из закалки изделия и его высоком отпуске. Закаливание стального элемента выполняется в температурном режиме выше 940 градусов. Охлаждение при подготовительной обработке производится исключительно в масле либо воде. После закалки металла при температуре 940 градусов происходит отпуск при 600-700 градусах. Обрабатываемая стальная деталь наделяется повышенной твердостью.
Механическая обработка
Операция заключается в шлифовке готовой детали. Точная геометрия деталей является залогом приобретения необходимых прочностных свойств и длительной эксплуатации её в дальнейшем.

Защита частей деталей, не подвергающихся азотации
Данный этап обработки стали необходим для защиты элементов, которые не должны азотироваться. Для защиты используется олово или жидкое стекло, которое наносится на поверхность металлической детали тонким слоем не более 0,015 мм. Технология электролиза для закрепления данных материалов обеспечивает его надежное крепление на поверхности сталесплава, а также высокую устойчивость к азотистой среде, поэтому вещество не проникает во внутреннюю структуру стальной детали.
Азотирование
Для разных марок стали нужна определенная температура нагрева. При этой температуре сталь выдерживают в течение определенного количества часов. Благодаря данным параметрам формируется слой на различной глубине, обеспечивающем определенную номинальную твердость поверхности. Для стали марки 7ХЗ температура нагрева составляет 500-520 градусов. Выдержка стали происходит в течение 48-60 часов, обеспечивается глубина слоя 0,4-0,5 мм, а номинальная твердость поверхности составляет 1000-1100.
Итоговая обработка
Данный этап обработки стали позволяет довести геометрические и механические параметры стального элемента до необходимого значения. Так как во время азотирования изменения геометрии весьма незначительно, то на финише изменения будут минимальными. Несмотря на то, что деталь подвергается минимальной температурной обработке, всё же придётся несколько доработать элементы, так как азотистый слой может несколько влиять на геометрию. Для того чтобы избежать какой-либо деформации в процессе азотации элемента, можно использовать более совершенную технологию — ионное азотирование. Технологический процесс ионно-плазменной азотации предполагает минимальные показатели воздействия температурных режимов на детали из стали, вероятность деформирования стали стремится к минимуму.
Ионно-плазменное азотирование зарекомендовало исключительно с положительной стороны. Среди плюсов стоит подчеркнуть, что азотация происходит при пониженных температурах, в отличие от традиционных вариантов. Для того чтобы осуществить ионно-плазменную азотацию, чаще всего используют сменный муфель либо вмонтированную деталь установки. Данные элементы обеспечивают ускорение процесса совершенствования металла, но не во всех случаях экономически оправданы.

Типы сред при азотировании
При азотации могут эксплуатироваться разнообразные рабочие среды. Чаще всего для осуществления процессов обработки при азотировании используется газовая смесь, которая состоит на 50% из аммиачных материалов и на 50% из пропанового газа. Также смесь может состоять в тех же в соотношениях из аммиачной смеси и эндогаза. Данная среда предназначена для обработки металлосплавов при температурном режиме не превышающим 570 градусов. При обработке металла длительность воздействия в газовой среде составляет 3 часа. Стоит подчеркнуть, что азотированный слой, который создается при такой функциональной среде, обладает небольшой толщиной, но характеризуется повышенными показателями прочности и износостойкости.
В последнее время применяют азотирование ионно-плазменным способом, которое выполняется в азотосодержащей разряженной среде. Особенность такого способа — при обработке стальных элементов их и муфель подключают к источнику электричества. Изделия в таком случае выступают в роли отрицательного электрода, а муфель — положительного. В итоге между элементом и муфелем образовывается поток ионов, происходит нагрев стальной поверхности. Также благодаря этому происходит насыщение стали нужным количеством азота.
Особенности технологии
Как и в любой технологической сталеобрабатывающей операции в азотировании имеются плюсы и минусы. Сталесплавные обработки хоть и гарантируют достижение нужных параметров, но также в отдельных ситуациях могут стать причиной ухудшения параметров эксплуатации элемента.

Выводы
Высокая популярность азотирования в различных сферах промышленности обуславливается возможностью получения стабильного результата при невысоких затратах. Наиболее распространена азотация в тяжелой промышленности, машиностроении, станкостроении. Именно в данных отраслях требуется соблюдение наилучшего соотношения трех параметров — качества, времени и стоимости.
Ответы на частые вопросы по услуге упрочнения деталей методом ионного азотирования
Вы собираетесь впервые заказывать услугу упрочнение деталей методом ионного азотирования в компании «Ионные Технологии»?
Если это так, то совершенно естественно, что у вас имеется масса вопросов. Чтобы получить подробную консультацию наших специалистов, лучше всего позвонить нам в рабочее время по телефонам: 8 800 707-61-60 (звонок по России бесплатный), +7 (495) 160-19-61 (если вы из Москвы), +7 (342) 224-14-44 (если вы находитесь в Перми). В нерабочее время можно написать письмо на e-mail: ion@procion.ru или задать вопрос с сайта, кликнув по ссылке: Задать вопрос.
Также для вашего удобства мы собрали на этой странице ответы на те вопросы, которые нам часто задают при первом обращении в нашу компанию.
1. Что такое ионное азотирование?
Процесс азотирования проводится в вакуумной камере при очень низком давлении. Рабочими газами являются азот и водород или аммиак. За счет высокого напряжения электрического тока в камере образуется «плазма» (поток заряженных частиц), который обстреливает/бомбардирует поверхность очищает ее и насыщает азотом.
2. Какие стали можно азотировать?
Азотированию подвергаются все стали, но эффективность применения азотирования тем выше, чем больше легирующих элементов, образующих нитриды: хром, молибден, алюминий, ванадий, титан, ниобий, цирконий и другие. Для углеродистых сталей рекомендуется применять карбонитрирвоание. Более подробный ответ на этот вопрос смотрите здесь.
3. Что дает карбонитрирование деталей?
Процесс аналогичен ионному азотированию, но к основным газам добавляется углеродосодержащий. Процесс карбонитрирования эффективнее применять для углеродистых сталей, например, ст. 20, ст. 45 и другие.
4. Чем карбонитрирование лучше цементации?
Карбонитрирование позволяет уменьшить температуру процесса, что приводит к уменьшению изменений геометрии деталей в результате обработки. Также добавление азота в процесс цементации позволяет образовывать более твердый упрочненный слой, чем при обычной цементации.
5. Можно ли азотировать что-то кроме сталей?
Помимо сталей азотированию можно подвергнуть никелевые и титановые сплавы.
6. Какая глубина-твердость получится после азотирования?
Твердость и глубина азотированного слоя зависит от марки стали. Более подробную информацию можно найти в таблице. В таблице представлены наиболее распространённые марки стали, но для их аналогов характеристики азотированного слоя будут идентичны.
7. Как проверяются характеристики азотированного слоя?
Проверка характеристик азотированного слоя производится только разрушающим контролем, поэтому нам так важно получить от вас образцы-свидетели. Если у вас их не будет, мы сможем подтвердить только поверхностную твердость деталей, а глубина упрочненного слоя будет предсказана по параметрам процесса азотирования.
8. Изменится ли геометрия деталей после азотирования?
Как правило геометрия деталей не изменяется, если выполнена правильная подготовка деталей к азотированию или карбонитрированию. Если этого не сделано, то в среднем размеры увеличиваются на 0,01-0,02 мм.
9. Сколько времени занимает процесс азотирования?
На продолжительность процесса азотирования влияют требования к азотированному слою, масса деталей и марка материала. В среднем процесс идет от нескольких часов до суток.
10. Что надо делать после азотирования?
Азотирование – это конечная операция и, как правило, не требуется никакая доработка деталей. Если вам необходимо, то вы можете сделать полировку поверхности.
11. Как быстро вы делаете азотирование деталей?
Наше производство работает круглосуточно и без выходных. В зимнее время обработка деталей занимает в среднем 4-5 дней, в летнее время 2-3 дня.
12. Что вы делаете помимо азотирования?
Помимо азотирования мы можем предложить вам: карбонитрирвоание, оксидирование и вакуумный отпуск деталей или любую комбинацию этих процессов.
13. Что дает оксидирование деталей?
Ионное оксидирование – это аналог воронения или химического оксидирования. Он повышает коррозионную стойкость деталей за счет образования на поверхности оксидной пленки.
14. До какой температуры нагреваются детали?
15. Какая термообработка необходима перед азотированием?
Для сталей мы всегда рекомендуем проводить закалку и высокий отпуск (600-620 С 0 ), чтобы температура азотирования была ниже этих процессов. Если у вас будет средний или низкий отпуск на детали, после азотирования может опуститься твердость сердцевины.
16. Как подготовить детали к азотированию?
Вам необходимо провести термообработку деталей и обработать их в конечные размеры. На поверхности деталей не допускается наличие каких-либо загрязнений: смазки, СОЖ, стружки, покрытий и т.д.
17. Как защитить детали от азотирования?
Для защиты от азотирования можно использовать специальную оснастку, которая будет закрывать поверхности, не подвергающие азотированию, или использовать специальные защитные пасты.
18. Вы можете обработать мою деталь с размерами «ХХ»?
Наше производство способно обрабатывать детали массой до 1500 кг, диаметром до 1300 мм и высотой до 2600 мм.
19. Как проверить качество азотированного слоя?
Проверить качество азотированного слоя можно:
Азотирование стали: назначение, технология и разновидности процесса
Азотирование, в процессе выполнения которого поверхностный слой стального изделия насыщается азотом, стало использоваться в промышленных масштабах относительно недавно. Такой метод обработки, предложенный к использованию академиком Н.П. Чижевским, позволяет улучшить многие характеристики изделий, изготовленных из стальных сплавов.

Цех ионно-вакуумного азотирования
Суть технологии
Азотирование стали, если сравнивать его с таким популярным методом обработки данного металла, как цементация, отличается рядом весомых преимуществ. Именно поэтому данная технология стала применяться в качестве основного способа улучшения качественных характеристик стали.
При азотировании стальное изделие не подвергается значительному термическому воздействию, при этом твердость его поверхностного слоя значительно увеличивается. Важно, что размеры азотируемых деталей не изменяются. Это позволяет применять такой метод обработки для стальных изделий, которые уже прошли закалку с высоким отпуском и отшлифованы до требуемых геометрических параметров. После выполнения азотирования, или азотации, как часто называют этот процесс, сталь можно сразу подвергать полировке или другим методам финишной обработки.
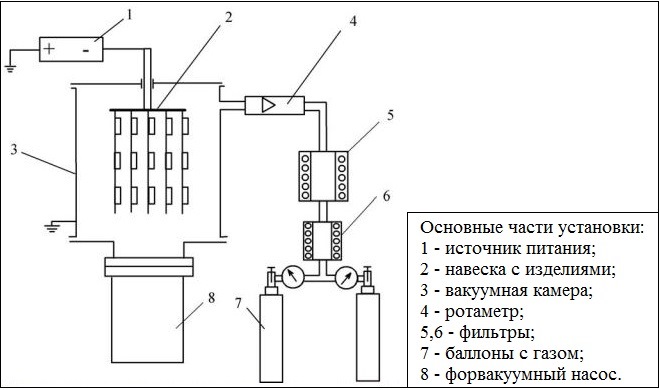
Схема установки азотирования в тлеющем разряде
Азотирование стали заключается в том, что металл подвергают нагреву в среде, характеризующейся высоким содержанием аммиака. В результате такой обработки с поверхностным слоем металла, насыщающимся азотом, происходят следующие изменения.
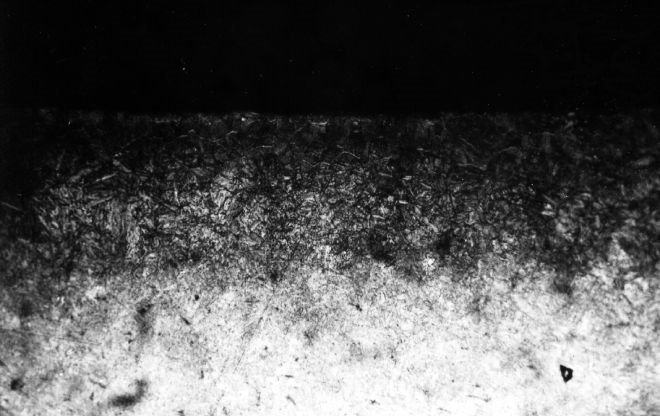
Микроструктура качественно азотированного слоя стали марки 38Х2МЮА
Выполнение азотирования позволяет получить более стабильные показатели твердости стали, чем при осуществлении цементации. Так, поверхностный слой изделия, которое было подвергнуто азотированию, сохраняет свою твердость даже при нагреве до температуры 550–600°, в то время как после цементации твердость поверхностного слоя может начать снижаться уже при нагреве изделия свыше 225°. Прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации.
Как протекает процесс азотирования
Детали из металла помещают в герметично закрытый муфель, который затем устанавливается в печь для азотирования. В печи муфель с деталью нагревают до температуры, которая обычно находится в интервале 500–600°, а затем выдерживают некоторое время при таком температурном режиме.

Вакуумная печь для термической обработки с системой газового азотирования
Чтобы сформировать внутри муфеля рабочую среду, необходимую для протекания азотирования, в него под давлением подается аммиак. Нагреваясь, аммиак начинает разлагаться на составные элементы, данный процесс описывает следующая химическая формула:
Атомарный азот, выделяющийся в процессе протекания такой реакции, начинает диффузировать в металл, из которого изготовлена обрабатываемая деталь, что приводит к образованию на ее поверхности нитридов, характеризующихся высокой твердостью. Чтобы закрепить результат и не дать поверхности детали окислиться, муфель вместе с изделием и аммиаком, который в ней продолжает оставаться, медленно охлаждают вместе с печью для азотирования.
Нитридный слой, формирующийся на поверхности металла в процессе азотирования, может иметь толщину в интервале 0,3–0,6 мм. Этого вполне достаточно для того, чтобы наделить изделие требуемыми прочностными характеристиками. Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
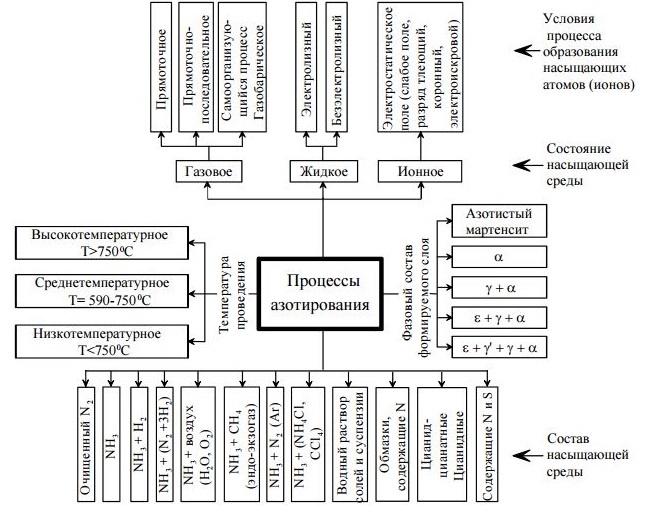
Классификация процессов азотирования
Процессы, протекающие в поверхностном слое стального изделия при его азотировании, достаточно сложны, но уже хорошо изучены специалистами металлургической отрасли. В результате протекания таких процессов в структуре обрабатываемого металла формируются следующие фазы:
Дополнительная α-фаза в структуре металла формируется тогда, когда температура азотирования начинает превышать 591°. В тот момент, когда степень насыщения данной фазы азотом достигает своего максимума, в структуре металла формируется новая фаза. Эвтектоидный распад в структуре металла происходит тогда, когда степень его насыщения азотом достигает уровня 2,35%.

Клапана высокотехнологичных двигателей внутреннего сгорания обязательно проходят процесс азотирования
Факторы, оказывающие влияние на азотацию
Основными факторами, которые оказывают влияние на азотирование, являются:
На эффективность протекания такого процесса также оказывает влияние степень диссоциации аммиака, которая, как правило, находится в интервале 15–45%. При повышении температуры азотирования твердость формируемого слоя снижается, но процесс диффузии азота в структуру металла ускоряется. Снижение твердости поверхностного слоя металла при его азотировании происходит из-за коагуляции нитридов легирующих элементов, входящих в его состав.
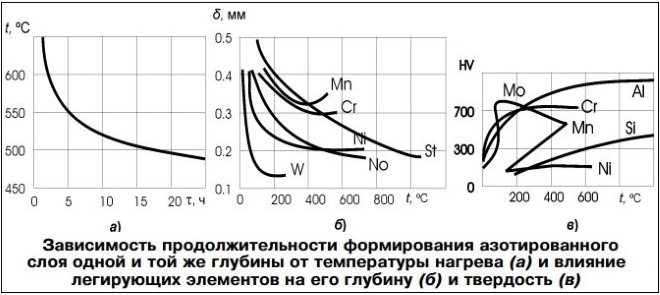
Влияние температуры и легирующих элементов на формирование азотированного слоя
Для ускорения процесса азотирования и повышения его эффективности применяют двухэтапную схему его выполнения. Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Типы азотируемых сталей
Обработке по технологии азотирования могут подвергаться как углеродистые, так и легированные стали, характеризующихся содержанием углерода в пределах 0,3–0,5%. Максимального эффекта при использовании такой технологической операции удается добиться в том случае, если ей подвергаются стали, в химический состав которых входят легирующие элементы, формирующие твердые и термостойкие нитриды. К таким элементам, в частности, относятся молибден, алюминий, хром и другие металлы, обладающие подобными характеристиками. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:

Твердость сталей после азотирования
Легирующие элементы, находящиеся в химическом составе стали, увеличивают твердость азотированного слоя, но вместе с тем уменьшают его толщину. Наиболее активно на толщину азотируемого слоя оказывают влияние такие химические элементы, как вольфрам, молибден, хром и никель.
В зависимости от сферы применения изделия, которое подвергается процедуре азотирования, а также от условий его эксплуатации для осуществления такой технологической операции рекомендуется использовать определенные марки стали. Так, в соответствии с технологической задачей, которую необходимо решить, специалисты советуют применять для азотирования изделия из следующих марок сталей.
Это сталь, которая после азотирования отличается высокой твердостью наружной поверхности. Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
Данные легированные стали используются для изготовления деталей, применяемых в области станкостроения.
30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА
Эти стали служат для производства изделий, подвергающихся в процессе своей эксплуатации частым циклическим нагрузкам на изгиб.
Из данного стального сплава изготавливаются изделия, к точности геометрических параметров которых предъявляются высокие требования. Для придания более высокой твердости деталям из данной стали (это преимущественно детали топливного оборудования) в ее химический состав могут добавлять кремний.

Характеристики некоторых сталей после азотирования
Технологическая схема азотирования
Чтобы выполнить традиционное газовое азотирование, инновационное плазменное азотирование или ионное азотирование, обрабатываемую деталь подвергают ряду технологических операций.
Такая обработка заключается в закалке изделия и его высоком отпуске. Закалка в рамках выполнения такой процедуры осуществляется при температуре около 940°, при этом охлаждение обрабатываемого изделия производят в масле или воде. Последующий после выполнения закалки отпуск, проходящий при температуре 600–700°, позволяет наделить обрабатываемый металл твердостью, при которой его можно легко резать.
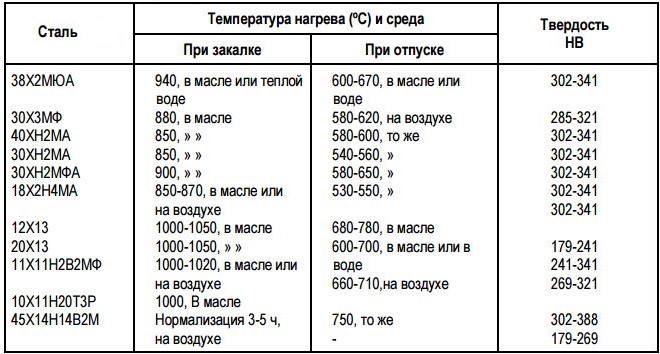
Режимы термообработки перед азотированием
Эта операция заканчивается его шлифовкой, позволяющей довести геометрические параметры детали до требуемых значений.
Защита участков изделия, которые не требуют азотирования
Осуществляется такая защита путем нанесения тонкого слоя (не более 0,015 мм) олова или жидкого стекла. Для этого используется технология электролиза. Пленка из данных материалов, формирующаяся на поверхности изделия, не позволяет азоту проникать в его внутреннюю структуру.
Выполнение самого азотирования
Подготовленное изделие подвергают обработке в газовой среде.
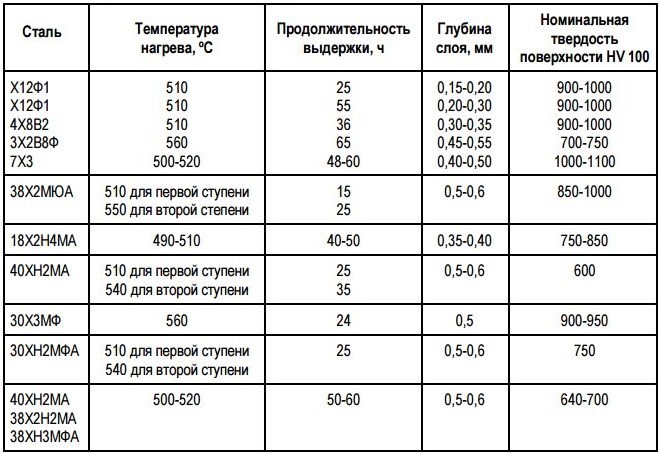
Рекомендуемые режимы азотирования стали
Этот этап необходим для того, чтобы довести геометрические и механические характеристики изделия до требуемых значений.
Степень изменения геометрических параметров детали при выполнении азотирования, как уже говорилось выше, очень незначительна, и зависит она от таких факторов, как толщина слоя поверхности, который подвергается насыщению азотом; температурный режим процедуры. Гарантировать практически полное отсутствие деформации обрабатываемого изделия позволяет более усовершенствованная технология – ионное азотирование. При выполнении ионно-плазменного азотирования стальные изделия подвергаются меньшему термическому воздействию, благодаря чему их деформация и сводится к минимуму.
В отличие от инновационного ионно-плазменного азотирования, традиционное может выполняться при температурах, доходящих до 700°. Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).

Пуансон массой более 230 кг, подвергнутый азотированной обработке
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.

Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
Кроме традиционного и ионно-плазменного азотирования процесс насыщения поверхности стали азотом может выполняться в жидкой среде. В качестве рабочей среды, которая имеет температуру нагрева порядка 570°, в таких случаях используется расплав цианистых солей. Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.


