Отличие цинкования от антикоррозийных грунтовок
Грунтовки не способны предотвратить появление коррозии на металле, они лишь замедляют этот процесс или прячут ржавчину.
Традиционный способ цинкования
Под традиционным цинкованием я имею в виду горячее цинкование. Это поэтапное окунание металла в резервуары с цинковым раствором, продолжающееся до тех пор, пока на поверхности не образуется цинковая плёнка толщиной
120 мкм. Плюсами данного метода можно считать широкую известность и налаженность процесса, которая сертифицирована ГОСТом.
Минусов на мой взгляд больше. К нам часто в компанию обращаются с просьбами о помощи в восстановлении дефектов от заводского цинкования. Такие проблемы появляются из-за некачественного процесса цинкования, как пример, чтобы уменьшить себестоимость, в ванны для цинкования добавляют больше алюминия, тем самым ухудшается качество покрытия, что влечет за собой уменьшение адгезии и защитных качеств.
Барьер-Цинк достойная замена классического цинкования
В нашем составе 96% цинка и специальная полимерная основа, которые гарантируют катодную защиту на всей поверхности металла. При соблюдении технологии защита исчисляется десятками лет.
Процесс нанесения
Цвет Барьер-Цинка серый матовый. Если Вам требуется сделать покрытие похожим на горячее цинкование, для этого нанесите состав Барьер-Алюминий, в составе которого содержится алюминиевая пудра. Она придаст серебристо-серый цвет и дополнительную защиту от коррозии на 5 лет. Барьер-Алюминий следует наносить поверх Барьер-Цинка.
Как выглядят изделия, оцинкованные Барьер-Цинком и Барьер-Алюминием
.jpg)
Стоимость цинкования Барьер-Цинк
| Расход | Барьер-Цинк: 250-350 гр/м2 |
| Барьер-Алюминий: 130-150 гр/м2 | |
| Стоимость (без учёта скидок, при больших фасовках) | 1 м 2 Барьер-Цинк: 120 руб/кг |
| 1 м 2 Барьер-Алюминий: 45 руб/кг |
«Сделано у нас» и на Яндекс.Дзен
Cегодня это один их самых популярных каналов в Дзен, с полуторамиллионной аудиторией и 140 тысячами подписчиков. Присоединяйтесь! Канал «Сделано у нас» не дублирует сайт, а дополняет его.
Вступайте в другие наши группы и добавляйте нас в друзья 🙂
Разработана эффективная альтернатива гальваническому цинкованию крепежа
Самое распространенное покрытие для защиты крепежа от коррозии вредит окружающей среде, сложно наносится, теряет свои свойства при первом же разборе соединения.
Российская компания «Моденжи», расположенная в Брянске, разработала эффективную альтернативу цинковому покрытию.
Цинкование осуществляется методом нанесения слоя цинка на металлические детали. Главная функция такого покрытия — защита от коррозии.
Принцип действия цинкового покрытия заключается в его окислении при взаимодействии с кислородом. На металлических элементах образуется устойчивый защитный слой, состоящий из продуктов коррозии цинка. Он предотвращает попадание воздуха к металлу и его окисление.
Крепеж с таким покрытием стоит относительно недорого, оно защищает детали от коррозии и механических повреждений в легких и умеренных условиях эксплуатации. Однако некоторые минусы применения этого способа защиты крепежа перекрывают все его плюсы.
Недостатки цинкования
Альтернатива цинковому покрытию
Инновационную замену цинкованию предлагает российская компания «Моденжи» — покрытия «Моденжи 1011» и «Моденжи 1014» на основе политетрафторэтилена.
©Видео с youtube.com/ https://www.youtube.com/embed/uoOryX6dTFsПреимущества покрытия MODENGY 1014 над цинкованием:
Рис. 2. Крепежные детали с покрытием MODENGY 1014
Цинковое покрытие не может обеспечить оптимальную защиту от коррозии в сложных условиях эксплуатации крепежа. Поэтому создание современных антикоррозионных материалов является одним из ведущих направлений деятельности специалистов по разработке покрытий.
Цинкование и пассивация в домашних условиях.

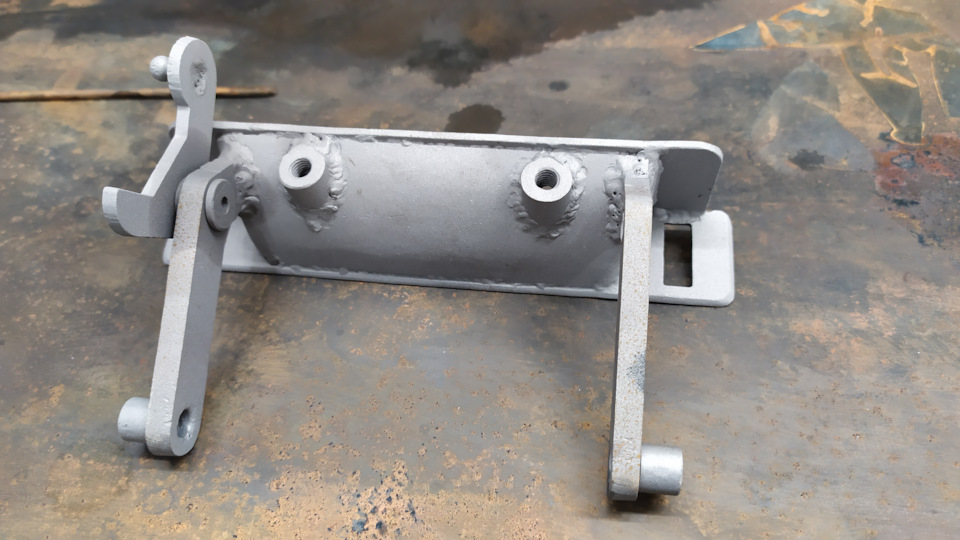
Все началось с ручек для ЗИЛ 4104. Об изготовлении ручек можно почитать в одном из предыдущих постов. Изначально я думал отдать их в оцинковку на производство, но покурив интернеты решил сделать самостоятельно.

Процесс нанесения цинкового покрытия своими руками в целом не сложен. Большинство информации в сети связано с нанесением цинка с корпуса батарейки на участок кузова автомобиля. Но мне это не подходит, так как надо оцинковывать разные небольшие детали целиком. И потом придавать им переливчатый золотисто-зеленый оттенок.
Будем рассматривать электро-химический метод. Он самый простой и доступный для каждого. В результате гальванического процесса в растворе электролита цинк тонким слоем осаждается на поверхности детали. Вот и все. Шучу, не все)
Для самого простого цинкования потребуется.
1. Электролит для АКБ из магазина. То есть раствор серной кислоты.
2. Сульфат цинка порошковый или
3. Паяльная кислота (продается в магазинах радиолюбителей).
4. Дистиллированная вода.
5. Цинковый анод (кусок чистого цинка).
6. Блок питания 12 вольт с возможностью ограничения тока (например зарядное устройство для АКБ.
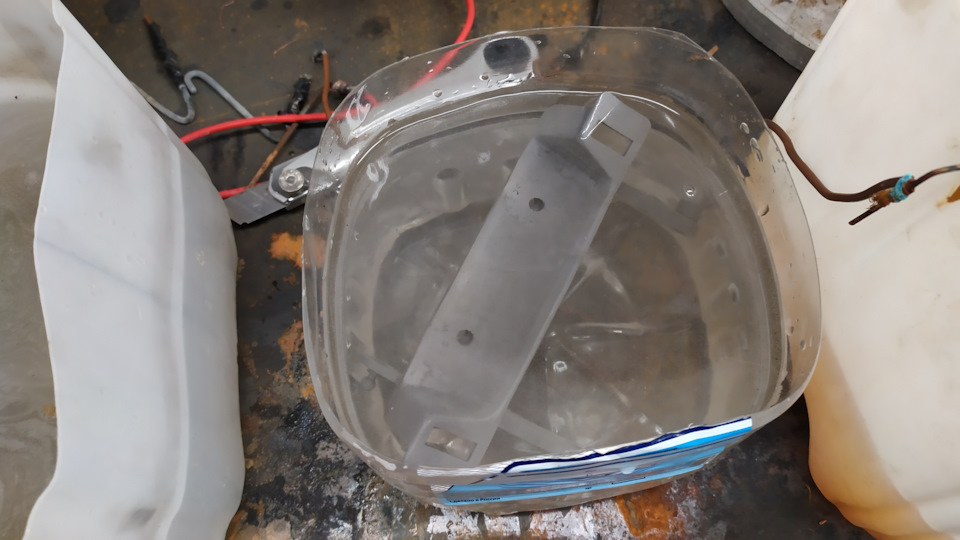
Для качественной оцинковки необходима качественная очистка поверхности детали от любых загрязнений.
Лучше всего делать пескостуйную обработку. Можно чистить болгаркой. Или вытравливать сначала в щелочи, потом в кислоте. Можно применять гальваническое травление.
При гальваническом травлении не играет большой роли где будет анод а где катод. На аноде в результате реакции выделяется водород, на катоде кислород. Водорода выделяется в 2 раза больше, поэтому анод пузырится сильнее. Заводораживание металла увеличивает его хрупкость, поэтому данный метод очистки не рекомендуют для металлов с высоким классом прочности (пружины там всякие и болты повышенной прочности).
Вобщем суть в том чтоб в процессе очистки удалить с металла все загрязнения.
Спецы рекомендуют сначала травление в щелочи, потом гальваническое кислотное травление, потом активация поверхности в кислотном растворе. Все с проежуточными промывками в воде.
Я очищаю детали механически, потом травление в акумуляторном электролите, промывка в воде, потом снова мехобработка, активация в кислоте и собственно оцинковка.
Если для оцинковки используется сульфат цинка, то его надо растворить в дистиллированной воде в соотношении 200гр на литр воды. Размешать до полного растворения.
Если используется паяльная кислота то она просто наливается в емкость и все.
При оцинковке анодом (+) является кусок цинка, сопоставимый по площади с деталью. Катод (-) сама деталь.
Напряжение должно быть в районе 12 вольт постоянного тока. Сила тока устанавливается в диапазоне 0,5 — 5 ампер на 1 кв.дм площади. Фактически желательно держать ток поменьше. При большом токе качество осаждения цинка сильно ухудшается. Старайтесь не превышать ток 1 ампер на небольших деталях. Цинкование происходит при температуре 18-25 градусов.
По времени слой наносится за 2-10 минут в зависимости от размера детали и тока.

Этот метод подойдет для защитной оцинковки деталей. Если нужна эстетика то надо использовать специальную химию. Об этом дальше.
Для получения блестящего цинкового покрытия с последующей радужной пассивацией процесс выглядит так.
1. Очистка поверхности детали (механическая, травление в растворе серной кислоты с промежуточными промывками).

2. После очистки детали на несколько секунд погружаем деталь в раствор серной кислоты (электролит для АКБ из магазина), потом промываем водой. Работать в перчатках и чистой детали руками не касаться во избежание загрязнения поверхности и ожогов кожи кислотой! Желательно работать в респираторе чтоб не дышать продуктами реакций.
3. Для блестящего цинкования я использую щелочной электролит «экомет-ц31». Он дает отличное блестящее покрытие.
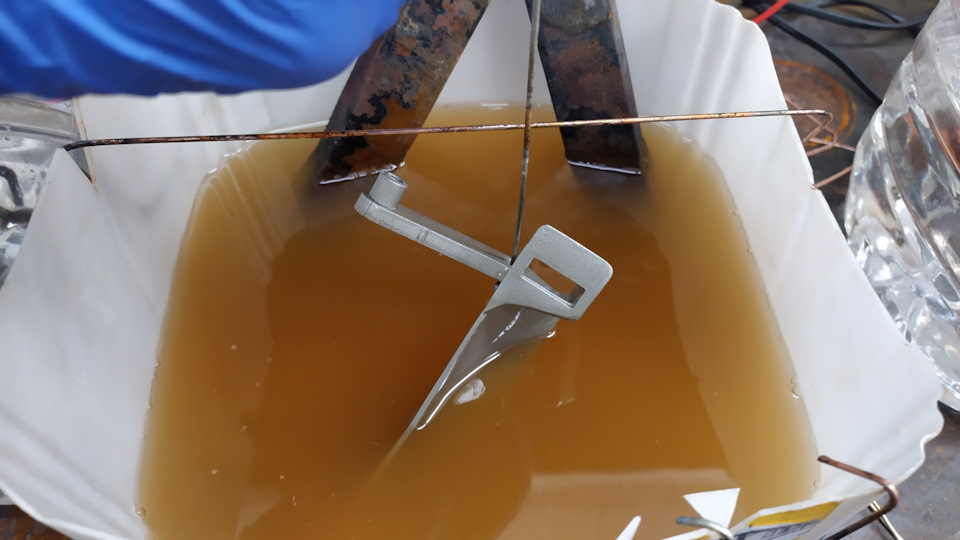
Вешаем деталь на катод (-) и погружаем полностью в электролит. На аноде (+) кусок цинка. По напряжению и току выше написано. Цинк ложится быстрее со стороны расположения анода, так что деталь надо периодически поворачивать разными сторонами к аноду. Нанесение по времени так же занимает 2-10 минут. Не спешите и не давайте большой ток!
4. После того как деталь оцинкуется ее необходимо промыть в воде. В итоге мы имеем хорошо выглядящую блестящую детать с устойчивым антикоррозийным покрытием.

Для увеличения устойчивости покрытия и придания ему эстетичного вида можно сделать пассивацию.
Пассивация это тоже что активация, только наоборот. Пассивация это процесс создания устойчивой оксидной пленки на поверхности детали.
Для этого я использую состав «экомет — пц12». Этот состав дает радужную пассивацию. Деталь приобретает золотисто зеленоватый оттенок с переливами.
Сразу после оцинковки и промывки детали она погружается в состав для пассивации. Я держу ее там 10-15 секунд, после чего снова промывка в воде и горячая сушка феном.

Сушку надо выполнять аккуратно, фен держать на расстоянии и понемногу прогревать детать, визуально контролируя проявление радужности. Если перегреть локально, пассивация будет отлетать с поверхности.
Травление ржавчины электролизом. Цинкование электролизом.

Ранее красил я арки алкидныи грунами и красками. Передние арки были не очень ржавые.
Метал зачистить удалось идеально (без раковин). Красил из балончиков. Три года держится.
Проблем нет. А вот задние арки заржавели сильно. Зачистить идеально не удается.
Раковины с ржавчиной остаются. Под лупой их хорошо видно. Максимум через год
вспучивается краска. Цинкарь, преобразователь ржавчины особо не помогает.
Достоинства этого (по моему мнению)
1-Дешево
2-Технология относительно несложная. Легко осуществить в гаражных условиях.
3-Надежно Если не поленится и вытравить все ржавчину, далее зацинковать — ржавчина не появляется
очень долго.
4-Цинковать можно в любую погоду. Дождь, влажно, пасмурно и тп. Зимой в морозы конечно не получится.
Недостатки
1- Трудоемко особенно для больших поверхностей. Трудоемко загрунтовать например весь
капот. Хотя и такое видел. Для небольших зон — то что надо.
2- Достаточно долго идет процесс травления ржавчины. Частично эту проблему решил
чередованием механической очистки и травлением.


Материалы для первого этапа травление кальцинированой содой.
Раствор: Кальцинированая сода. Продается во всех хозяйственных магазинах.
16 рублей 500 грамм Ложки на стакан воды хватает. Растворяется не очень хорошо.
Примерный расход 100 грам раствора на 5 квадраных сантиметров
Раствора больше мимо льется чем используется в реакции.
Видел на сайте, что в качестве раствора использовали «Крот».
Электрод: Нержавеющая сталь Я взял нержавеющую ложку. В принципе можно использовать
обычную сталь.
Лампа: Н4 50 W Максимальный расчетный ток 5 ампер. Можно в принципе взять что то помощней на 10 ампер
Процесс пойде быстрее.
Материалы для второго этапа цинкование
Раствор: Паяльная кислона. Продается там где продают паяльники. 50 мл 30 руб.
50 мл хватит по моему опыту на 10 кв см И даже больше. Смотря как лить.
Видел на сайте, что в качестве раствора используют цинкарь.
Можно использовать травленную цинком соляную или серную кислоту.
Лутше соляную.
Далее описываю сами процесы травления и цинкования.
Очишаем механически краску и ржавчину.
Технология травления ржавчины
Макаем конец электрода с тряпкой (нержавеющую ложку) в растворе кальцинированой соде и водим
по кузову. Можно просто держать на одном месте. Можно бильевой прищепкой прижать к кузову и
только подливат на тряпку раствор.
ВАЖНО! Для ускорения процесса необходимо чередовать процесс травления и механической очистки
грязи (ржавчины и продуктов разложения ржавчины).
И так травим от 10 секунд до 1 минуты (Можно и больше)
Далее дрелью с диском-карчеикой механически затиреем протравленое место. До этого раствор с поверхности
не вытираем.
На поверхности появляется размазаная гряью. Ее стираем чистой тряпкой.
Повторяем этот процес. Обычно не более десяти раз. Смотря какая глубина раковин.

С каждым разом грязи становится все меньше и меньше. Когда эта гряз не появляется процесс заканчиваем.
Отсутсвие грязи говорит о том что либо ржавчину все сьело. Либо она так глубоко в раковинах что от
туда она не вымывается. В любом случае далее травить практически бесполезно.
В конце промываю струей воды все поверхность. Обеэжириваю.
Технология цынкования
Подключаю лампу Р21
Беру электрод из цинка. Смачиваю трябку прямо из тюбика пяльной кислотой.
И вожу по поверхности. Важно! Останавливать на месте электрод не льзя. Иначе волосья тряпки
прилипают к поверхности. Цынкуется быстро. Около минуты на 1 кв см
Далее нетрализую кислоту раствором пишевой соды. Кисточкой намазываю. Шипит.
После смываю струей воды.
Все! Далее можно переходить к покраске.

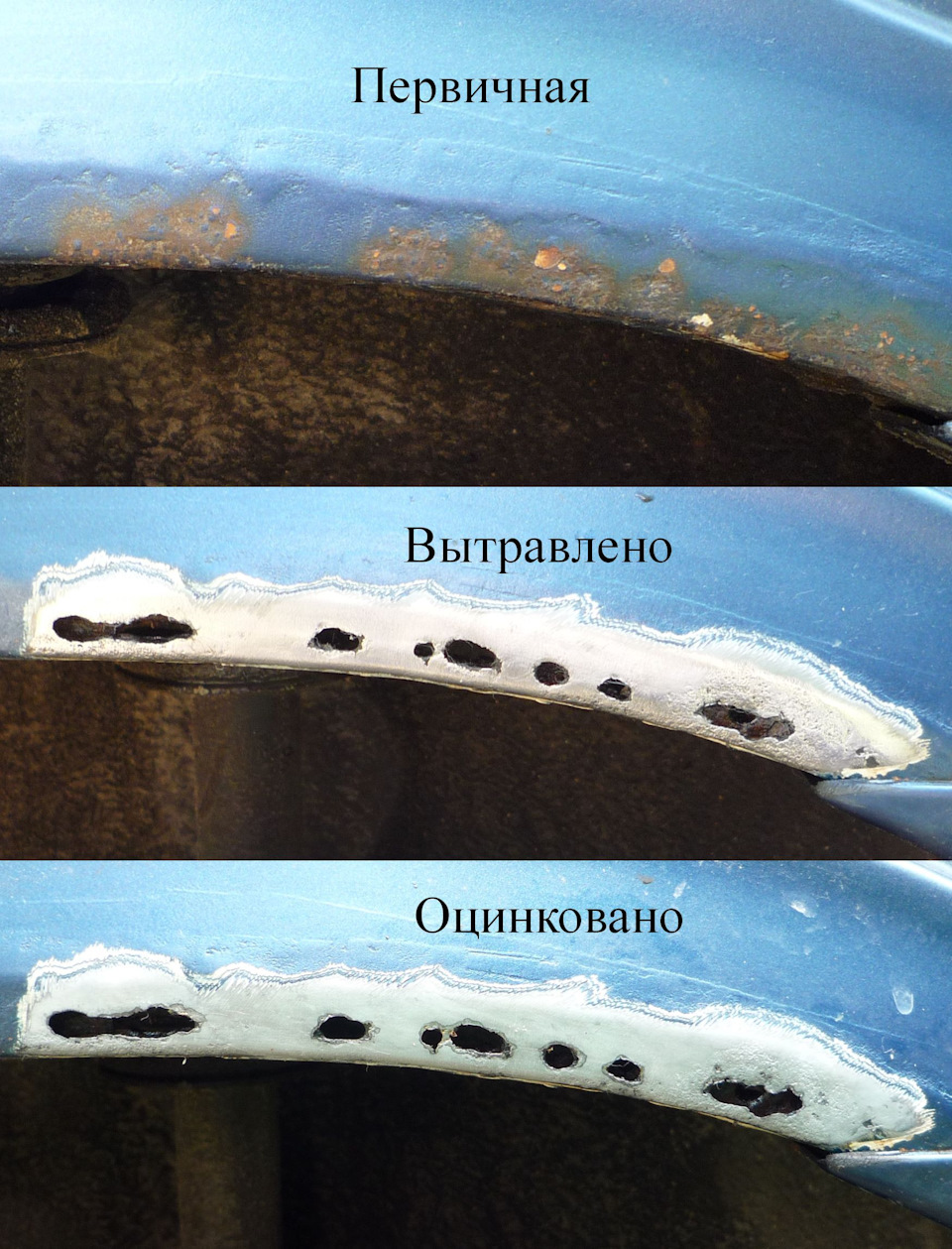
На фотке неворуженным взглядом все выглядит достаточно прилично, по сравнению с тем что было.
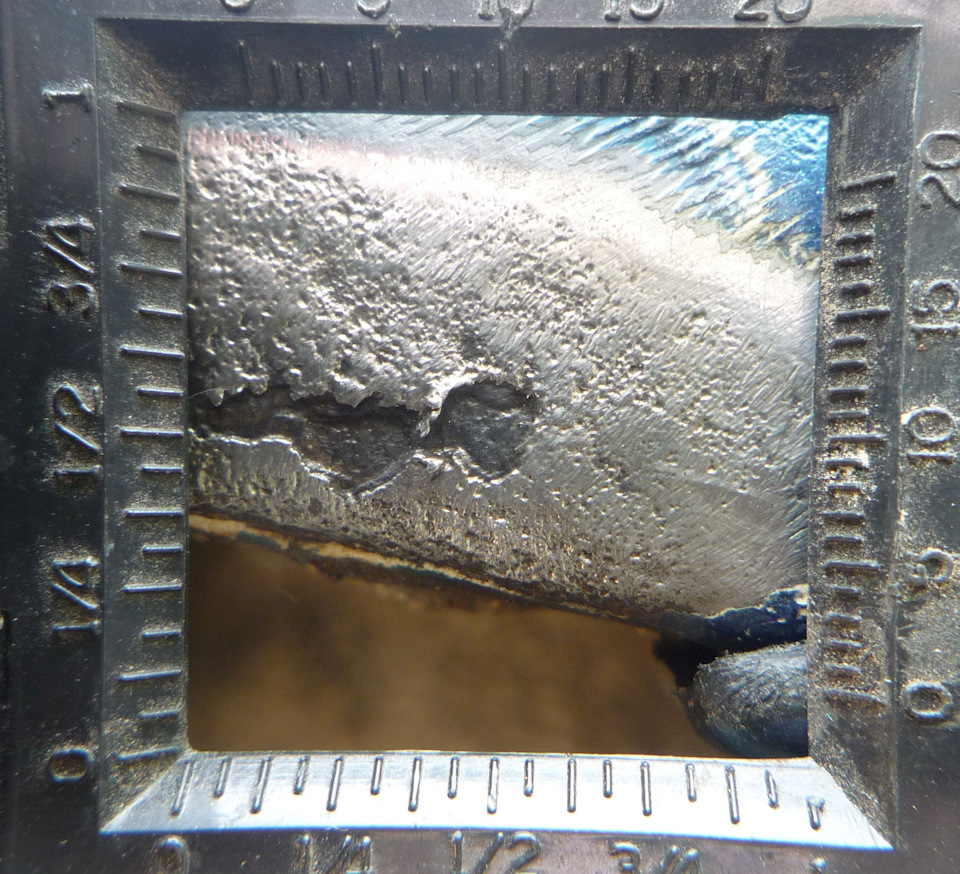
Но если под лупой посмотреть наиболе ржавое место справо видим что остались незацикованные раковины.
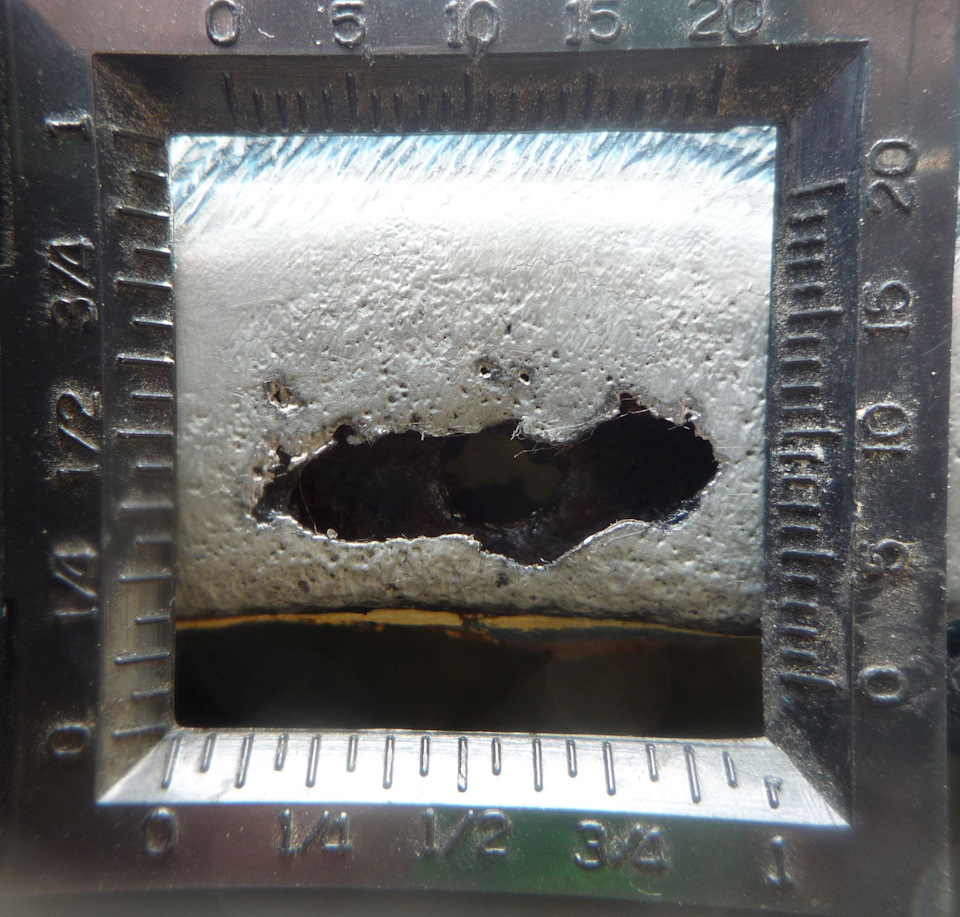
Надо было мне потравить подольше. Лоханулся. Можно попробовать травить уже оцинкованную повержность.
Кальцинированая сода не трогает не железо не цинк.
Я понимаю что вариант безнадежный. Арку надо переваривать. Но для экперименов она подошла.
Через год или два переварю.
Я сейчас наверное просто реактивном грунтом покрою.
Травил я багажник, местами. Жаль, фоток не делал. Были раковины глубже. Все вытравилось.
Там сквозных дыр не было. Только поверхность заржавела. Можно поверить на слово.
В процессе, во круг меня ходили любопытные. Одному любопытному, по его просьбе зацинковал
небольшое пятно на кузове. Грунтом и краской не покрывали. За месяц, а у нас дожди, ржавчина
не появилась. Но не занцинкованых раковон под лупой у него не было. Тщательней протравили.
Будут фотки других примеров. Догружу их.
2016-06-18 18:13 Двери кусок зацинковал. Покрыл реактивным грунтом
Виды цинкования металла

Одним из самых значимых недостатков металлоконструкций, изделий из железа, стали и их производных — является склонность к коррозии. Взаимодействуя с кислородом, незащищённая поверхность чёрных металлов окисляется, образуя рыхлый слой, называемый ржавчиной. Последняя является ничем иным, как оксидом, сквозь который (из-за пористой структуры) кислород снова и снова проникает к железу, разрушает его, ослабляя тем самым изделие или конструкцию. Чтобы минимизировать этот недостаток, применяется цинкование.
Определение и общие принципы цинкования
Цинкование — это технологический процесс обработки деталей или конструкций из металла, нацеленный на защиту от воздействия коррозии. Существует несколько способов оцинковки, которые рассмотрены ниже. Однако вне зависимости от применяемого метода, принцип защиты металла от ржавления остаётся одним и тем же.
Суть цинкования при любой технологии его реализации сводится к следующему. Тем или иным методом на подготовленную поверхность изделия или конструкции наносится слой цинка. В зависимости от применённой методики защитный слой либо только укрывает поверхность основного материала, либо дополнительно соединяется с ним за счёт диффузного взаимодействия. Цель и результат, в принципе, всегда одни и те же — на поверхности уязвимого к коррозии металла образуется слой цинка определённой толщины.
Благодаря свойствам цинка при контакте с атмосферным кислородом на его поверхности моментально образуется оксидная плёнка. В отличие от оксида железа, она имеет высокую плотность и прочность, за счёт чего она: во-первых, не пропускает к металлу атмосферный кислород; во-вторых, не разрушается от малейшего механического воздействия.
Таким образом — оцинкованный металл оказывается в прочной воздухонепроницаемой оболочке, которая защищает его от разрушающей коррозии.
Более того, если в результате механического воздействия оксидная плёнка повреждается, оголённый цинк тут же взаимодействует с атмосферным кислородом, образуя новый защитный слой. Благодаря этому свойству оцинковку называют самовосстанавливающейся защитой металла от коррозии.
Даже если цинковое покрытие повредить до самого железа, его ржавление будет происходить не так интенсивно, как в случае с незащищённым металлом. Всё потому, что цинк с железом в повреждённом месте образует так называемую гальваническую пару, в которой именно цинк является более активным металлом. То есть, он вступает в реакцию коррозии первым, тогда как менее активное железо ржавеет и разрушается не так активно.
Методы цинкования металла
Перед описанием распространённых в современной промышленности технологий цинкования предлагаем рассмотреть общие различия между ними. Это важно, поскольку выбранный метод существенно влияет в той или иной степени на получаемый результат. На практике это означает, что в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки.
В целом, методы цинкования отличаются между собой следующими свойствами:
В зависимости от применяемой технологии цинкования меняются эти свойства, а также сложность технологического процесса, доступные объёмы и скорость обработки, себестоимость процесса и, в конце концов, его целесообразность. По сути, всё рассмотренное и перечисленное выше — является наглядными критериями сравнения методов цинкования.
В современной промышленности наибольшей распространённостью отличаются следующие пять технологий цинкования:
Теперь рассмотрим эти методы цинкования более детально. В частности, «заглянем» внутрь технологического процесса, сравним по вышеописанным свойствам, приведём преимущества, особенности и недостатки.
Горячее цинкование
Горячее цинкование — это технологический процесс нанесения защитного цинкового слоя на металл путём непосредственного погружения в расплавленный цинк. Поскольку именно данный метод является наиболее распространённым и востребованным в современной промышленности, эта технология рассмотрена наиболее детально. Своей популярностью способ обязан внушительному списку преимуществ, которыми обладают оцинкованные изделия.
Полноценный процесс горячего цинкования включает в себя следующие технологичные этапы:
Во-первых, это необходимо для обеспечения безопасности людей, которые работают на производстве. Во-вторых, в процессе цинкования выделяются разогретые до высокой температуры газы, которые нуждаются в очистке перед выбросом в атмосферу. Кроме того, тепловая энергия этих газов используется вторично для подогрева технологических жидкостей на этапе предварительной подготовки металлических изделий.
Несмотря на кажущуюся сложность описанного процесса, метод горячего цинкования является одним из самых простых и экономически выгодных. Кроме того, благодаря внедрению тех или иных технологических этапов возможно получать в итоге антикоррозионную защиту с многочисленными преимуществами по сравнению с другими методами цинкования.
Преимущества горячего цинкования (с учётом мощностей нашего предприятия):
Недостатки:
Исходя из перечисленных преимуществ и недостатков можно сделать следующие выводы.
Горячее цинкование является идеальной технологией для антикоррозионной обработки крупных и средних по размеру металлоконструкций, которые нуждаются в максимальной защите от коррозии, но не имеют высокоточных поверхностей, отверстий, резьбы, фасок и других прецизионных технологических решений. После ознакомления с этапами технологии также должно быть понятно, что горячим цинкованием невозможно обработать неподвижные стационарные металлоконструкции. То есть, те, которые нельзя доставить на производство.
Холодное цинкование
Холодное цинкование — это самый простой, дешёвый и универсальный способ защитной обработки металлоконструкций. Заключается в том, что предварительно подготовленный металл окрашивается по аналогии с применением обычных полимерных красок. Единственная разница — в наносимом составе содержится определённая концентрация цинкового порошка, который после застывания основы образует защитный слой, действующий описанным выше образом. То есть, на поверхности конструкции образуется оксид цинка, который препятствует контактированию атмосферного кислорода с металлом.
Преимущества холодного цинкования:
Недостатки:
Исходя из перечисленных преимуществ и недостатков можно сделать несколько выводов о холодном цинковании. Во-первых, эта технология хороша тем, что её можно реализовать буквально в полевых условиях. Во-вторых, форма, вес и габариты обрабатываемых металлоконструкций не могут стать помехой для цинкования. С другой стороны, способ абсолютно не подходит для тех случаев, когда требуется долговечное и высокопрочное защитное антикоррозионное покрытие. Также он не годится для обработки мелких прецизионных деталей.
Гальваническое цинкование
Гальваническое цинкование (также называется электролитическим) — это электрохимический метод антикоррозионной обработки металлических деталей. По факту является самым распространённым, хотя и не наилучшим. Распространённость гальванического цинкования связана с тем, что обработанные детали имеют презентабельный внешний вид. Они получаются блестящими, яркими, и могут иметь оттенки от белого, до серебристого с голубым.
Технология заключается в следующем. Обрабатываемую деталь (необязательно металлическую, то есть, токопроводящую) погружают в электролит, в котором содержится цинк. Такая жидкость обладает способностью проводить электрический ток. Когда он протекает через электролит, цинк, являющийся анодом в данном случае, разрушается, и его ионы оседают на поверхности обрабатываемой детали.
Преимущества гальванического цинкования:
Недостатки:
В силу перечисленных плюсов и минусов гальванический метод цинкования востребован только в тех сферах, где больше требуется презентабельный внешний вид, либо временная защита от коррозии (например, на период складского хранения или транспортировки). Поэтому он считается больше декоративным, нежели защитным.
Термодиффузионное цинкование
Термодиффузионное цинкование — это метод низкотемпературной антикоррозионной обработки, который заключается в обработке деталей в среде с порошковым цинком при температурах от 260°C до 450°C (чем выше температура, тем равномернее получается покрытие). В результате пребывания детали в такой среде атомы цинка на атомном уровне проникают в верхние слои обрабатываемого материала, образуя равномерный защитный слой толщиной 20-100 мкм. При этом, есть возможность регулировать толщину наносимого покрытия путём увеличения или уменьшения времени процесса цинкования.
Преимущества термодиффузионного цинкования:
Недостатки:
В промышленности термодиффузионное цинкование востребовано в сферах, где от обработанных деталей требуется высочайшая стойкость к абразивному износу и пластичность поверхности. Обычно используется для антикоррозионной защиты металлических изделий в нефтегазовой, энергетической, сельскохозяйственной и реже в строительной сферах. Несмотря на преимущества особой популярностью технология не пользуется из-за высокой трудозатратности и, как следствие, дороговизны.
Газотермическое цинкование
Газотермическое цинкование — это метод металлизации металлических изделий путём высокоскоростного напыления на их поверхность цинкового порошка. Выполняется следующим образом. На обрабатываемую деталь направляется открытый огонь (применяются газовые горелки), и в зону наивысшего нагрева подаётся цинковый порошок, либо цинковая проволока. В результате мелкодисперсные капельки цинка с высокой скоростью налетают на обрабатываемую поверхность, где застывают, образуя защитный слой толщиной 30-50 мкм. Если необходимо получить более толстое покрытие, цинкование проводится в несколько этапов.
Преимущества газотермического цинкования:
Недостатки:
Несмотря на множественные недостатки газотермического метода цинкования, технология, всё же, применяется в определённых сферах деятельности. К примеру, она востребована там, где нужно выполнить антикоррозионную обработку без демонтажа конструкций, восстановить часть утерянного в процессе коррозии материала и так далее.
Заключение
На нашем производстве мы используем технологию горячего цинкования. Для реализации основного этапа применяется ванна горячего цинкования марки Pilling, позволяющая обрабатывать металлоконструкции весом до 6 тонн и размерами в пределах 13×2×3,1 м. Толщина цинкования — в диапазоне 80-200 мкм. Производительность линии — до 30 000 тонн в год.


