Электроды ОЗЛ-6 (нерж.) и ОЗЛ-8 (нерж.)
На весь крепеж есть сертификаты или отказные письма
Загрузка за 15 минут после подачи документов менеджеру
Доставка по Москве и РФ до транспортных компаний доставляем бесплатно
В ближайшее время свяжется с Вами наш менеджер.





Данные цены являются ориентировочными и могут меняться в зависимости от упаковки, количества товара на складе или партии товара. Окончательные цены уточняйте, пожалуйста, у менеджеров по тел. 8 (499) 638-28-36
| Наименование | Ед. изм. | Спец. цена | >120000 | >60000 | >30000 | >8000 | >3000 | Купить |
|---|---|---|---|---|---|---|---|---|
| KZ06225 Электроды ОЗЛ-6 ЛЭЗ, 3мм | кг | 621.6 | 643.8 | 688.2 | 743.7 | 832.5 | 1109.9 | Купить |
| KZ06226 Электроды ОЗЛ-6 ЛЭЗ, 4мм | кг | 607.5 | 629.2 | 672.6 | 726.8 | 813.6 | 1084.8 | Купить |
| KZ16409 Электроды ОЗЛ-8 ЛЭЗ, 2,5мм | кг | 745.4 | 772.0 | 825.2 | 891.8 | 998.3 | 1331.0 | Купить |
| KZ16408 Электроды ОЗЛ-8 ЛЭЗ, 2мм | кг | 791.9 | 820.2 | 876.7 | 947.4 | 1060.6 | 1414.1 | Купить |
| KZ06227 Электроды ОЗЛ-8 ЛЭЗ, 3мм | кг | 468.5 | 485.2 | 518.7 | 560.5 | 627.5 | 836.6 | Купить |
| KZ06228 Электроды ОЗЛ-8 ЛЭЗ, 4мм | кг | 444.8 | 460.7 | 492.5 | 532.2 | 595.7 | 794.3 | Купить |
Описание: Электроды ОЗЛ-6 предназначены для сварки жаропрочных нержавеющих сталей, работающих при температурах до 1000 градусов.
Электроды ОЗЛ-8 предназначены для сварки нержавеющих сталей, когда в металле шва принциписально, чтобы не возникала межкристаллитная коррозия. Электроды Используются для сварки сталей марок 08Х18Н10, 12Х18Н9, 08Х18Н10Т и им подобных, работающих в агрессивных средах.
Технические характеристики сварочных электродов ОЗЛ-8
Электроды ОЗЛ-8 относятся к плавящимся моделям. Они используются для сварки нержавейки и прочих видов стали, что имеют повышенное сопротивление к коррозии. Наплавленный металл на шве хорошо переносит влияние агрессивных сред и может подходить для использования в ответственных конструкциях, так как срок эксплуатации такого соединения составляет достаточно долгое время.

Сварочные электроды ОЗЛ-8
Сварка может проводиться практически во всех пространственных положениях, что также относится к преимуществам этой марки. Это электроды для сварки постоянным током обратной полярности. Если применять их на аппаратах с переменным током, то качество соединения станет намного ниже.
При сварке металлических конструкций, служащих каркасом для сооружений, или выступающих как самостоятельные изделия, они просто незаменимы. Эксплуатационные характеристики позволяют выдерживать большие нагрузки и бороться со многими негативными воздействиями внешней среды. Это одна из немногих марок, что подходит для всех видов металлов с нержавеющими свойствами. Благодаря этой универсальности ее часто можно встретить в промышленности.

Внешний вид электродов ОЗЛ-8
Сварочные электроды ОЗЛ-8 имеют высокие гигиенические свойства, если сравнивать с другими марками данного типа. Изделия имеют основное покрытие, что как раз хорошо подходит для защиты сварочной ванны нержавеющей стали. Благодаря этому швы не теряют свое сопротивление коррозии. Отличия состоят и в сварочно-технологических свойствах наплавленного металла. В основу данной марки входит стержень из легированной сварочной проволоки 06Х19Н9Т. Выбор величины диаметра здесь более разнообразное, чем у ОЗЛ-6, так как диапазон лежит от 2 до 5 мм. Электроды ОЗЛ-8 изготавливаются согласно ГОСТ 9466-60.
Область применения электрода ОЗЛ 8 

Электроды ОЗЛ-8 применяются даже в средах с высокой агрессивностью. Они нормально переносят контакты с водой, радиацией и кислотами. Одной из самых часто используемых сфер является строительная. Данная марка применяется для сваривания металлических каркасов с антикоррозийными свойствами. Сюда также входят обыкновенные металлоконструкции, которые будут использоваться в сложных условиях и им требуется повышенная стойкость. У этой разновидности имеется относительно высокая жаростойкость за счет наличия тугоплавких металлов в составе. Они могут эксплуатироваться при достаточно высоких температурах и при этом не расплавляться.
Электроды марки ОЗЛ-8 встречаются в строительстве, в машиностроении, при производстве механизмов из нержавеющих сталей и так далее. Они уверенно занимают свою нишу варки высоколегированных металлов, так как содержат в своем составе достаточное количество антикоррозийных элементов, которые будут компенсировать испарившиеся в основном составе.
Технические характеристики электрода ОЗЛ-8
Характеристики электрода ОЗЛ-8 определяется теми элементами, которые входят в его химический состав.
Какими электродами варить нержавейку
Нержавеющая сталь – сплавы особого рода. Они содержат повышенное количество легирующих элементов (хрома, молибдена, никеля и других – в зависимости от марки), что придает материалу специальные свойства. Первое и общее – высокая стойкость к коррозии. Второе – жаростойкость, антикоррозийная устойчивость в условиях высоких температур и агрессивных сред. Третье – жаропрочность, способность сохранять свои механические свойства при очень высоких температурах. Поэтому такие стали требуют при сварке ММА применения специальных материалов. Чем это обусловлено и какие электроды по нержавейке используются в таких случаях – об этом речь далее.
Особенности нержавеющих сталей
 Значительное количество никеля или хрома задает материалу ключевые характеристики – в зависимости от назначения. Небольшие процентные доли титана, марганца, магния и других металлов позволяют улучшить их технологические показатели. Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
Значительное количество никеля или хрома задает материалу ключевые характеристики – в зависимости от назначения. Небольшие процентные доли титана, марганца, магния и других металлов позволяют улучшить их технологические показатели. Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
Все перечисленные факторы обуславливают то, что ММА сварка по нержавейке выполняется только специальными электродами с обмазкой основного типа при точно подобранном сварочном режиме. Обычные стержни с обмазкой используются только в крайних случаях и исключительно в быту – для изделий, рассчитанных на минимальные нагрузки.
Каким током варить при ММА?
 Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
Оба варианта сегодня повсеместно используются в промышленном масштабе. В зависимости от способа выбирают те или иные специальные электроды.
Какими электродами варить нержавейку инвертором?
Сварка изделий выполняется постоянным током обратной полярности. Наиболее часто используемые электропроводники:
Также для ручной дуговой сварки инвертором используются марки: ОЗЛ-17У (для сталей, рассчитанных на работу в условиях высокоагрессивных сред), НИИ-48Г, ЗИО-8 (для жаростойких сталей).
Сварка нержавейки переменным током
 Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
Среди зарубежных аналогов широко используется продукция ESAB, марки: ОК 61.30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
Как приварить нержавейку к нержавейке электродом
Расскажем, как приварить нержавейку к металлу электродом на примере инверторной сварки. Для начала на аппарате задаются нужные параметры – толщина детали, диаметр стержня, сила тока. В соответствующем порядке это:
Далее порядок действий таков:
Затем молотком (путем легкого постукивания) удаляется оставшаяся шлаковая корка. Также возможна зачистка железной щеткой.
Какими электродами варить нержавейку с черным металлом
 У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
Как правило, для сварки используются электроды из высоколегированных сталей:
В случае, если опознать химический состав не представляется возможным, могут быть использованы электроды ОЗЛ-312. В данном случае ММА – лишь один из способов соединения таких металлов. Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Электроды по нержавейке производства МЭЗ
Широкий ассортимент электродов по нержавейке выпускает наш Магнитогорский электродный завод. По доступным ценам вы можете купить на сайте материалы для ММА-сварки по нержавеющим сталям. Стоимость определяется маркой изделий и материалом покрытия. В ассортименте – сварочные материалы для коррозионностойких (в том числе жаропрочных и жаростойких) сталей и сплавов, высокое качество которых подтверждено сертификатами.
Где используются электроды ОЗЛ-6
Профессиональные сварщики на крупных предприятиях часто используют электроды ОЗЛ-6 при работе со сталью. Благодаря универсальности и простоте в эксплуатации покупают их и для домашних нужд.
.jpg) Сварка электродами.
Сварка электродами.
Общая информация
При изготовлении стержня применяют легированную проволоку СВ07Х25Н13. Поэтому во время сварки предпочтительно использовать аппараты постоянного тока с обратной полярностью.
Надежная защита сварочной ванны гарантируется основным покрытием.
Еще одним преимуществом стала возможность получения качественного шва в любом пространственном положении.
Расшифровка маркировки
Электроды этой марки разработаны в компании «Спецэлектрод», а маркировка дает такую информацию:
Классификация и ГОСТ
Российские предприятия, выпускающие подобные изделия, работают в соответствии с ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами».
Общепринятая квалификация продукции:
Где применяются ОЗЛ-6
Из-за своих особенностей такие расходники используются тогда, когда нужно изготовить швы и соединения низкоуглеродистых сталей, металлов с малым содержанием легирующих добавок, жаропрочных сплавов, литых и катаных конструкций, устанавливаемых в местах с агрессивной средой. Рабочие характеристики сохраняются при температурах до + 1000 °С.
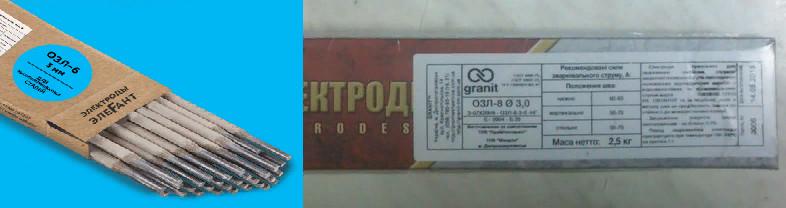
Режимы сварки
Методика работы с электродами представлена в таблице:
| Диаметр электрода | Сила ток при сварке в нижнем положении, А | Сила ток при сварке в вертикальном положении, А | Сила ток при сварке в потолочном положении, А |
| 2 | 40-55 | 30-40 | нет |
| 2,5 | 50-70 | 40-60 | нет |
| 3 | 60-80 | 50-70 | нет |
| 4 | 120-140 | 100-120 | 100-110 |
| 5 | 140-160 | 120-140 | нет |
Технические характеристики
Применение ОЗЛ-6 связано с их техническими характеристиками:
| Название характеристики | Данные или описание |
| Горение дуги | Устойчивое |
| Степень разбрызгивания металла | Малая |
| Формирование получаемого шва | Хорошее |
| Отделимость шлаковой корки | Удовлетворительная |
| Коэффициент наплавления (в нижнем положении шва) | 10,0 – 13,0 г/А-ч |
| Производительность наплавления (для диаметра 4,0 мм) | 1,1-1,7 кг/ч |
| Расход на 1 кг наплавляемого металла | 1,6 кг |
| Склонность металла шва к образованию пор | Склонен при плохой подготовке места соединения и удлинении сварочной дуги |
Размерный ряд
На рынке продают наиболее популярные разновидности сварочных расходников данной марки:
Химический состав электродов ОЗЛ-6
Свойства расходников обеспечивает химический состав обмазки, состоящий из таких компонентов:
Свойства получаемого шва
Соединение металлов, получаемое при сварке электродами ОЗЛ-6, обладает следующими механическими характеристиками:
Особенности наплавки
Отрицательной чертой данных расходников стал высокий расход во время сварки. Создание шва фиксированной длины потребует на 60% больше электродов по сравнению с другими марками.
Поэтому для повышения экономичности необходимо исключить залипание или вскипание стержня, разбрызгивание металла вокруг рабочего места.
Для этого необходимо выполнить следующие действия:
Лучшие производители электродов ОЗЛ-6
Сейчас данные электроды изготавливают на следующих российских предприятиях:



Качественные аналоги
Продукцию с характеристиками как у ОЗЛ-6 выпускают такие зарубежные предприятия:
Особенности электродов ОЗЛ-6 и ОЗЛ-8
Плавящиеся электроды марок ОЗЛ-6 и ОЗЛ-8 качественно соединяют ручной дуговой сваркой конструкционные части заготовок, изготовленных из жаростойких сталей. Узнайте о них подробнее.
Электроды плавящегося типа марок ОЗЛ-6 и ОЗЛ-8 с основным покрытием и повышенным содержанием легирующих элементов используют при соединении ручной дуговой сваркой заготовок и деталей, изготовленных из сталей с повышенным содержанием никеля и хрома (коррозионностойких и жаростойких). С их помощью швы получаются прочными, способными противостоять воздействию межкристаллитной коррозии без провоцирующего отпуска. Выдерживают температуру рабочих сред не выше 1000 °C. При этом в полученном сварном шве содержание ферритной фазы не превышает 8 %. Указанные марки различаются по химическому составу, техническим и механическим характеристикам, диаметру, длине и весу упаковки. Электроды данного типа широко используются в строительстве, машиностроении, химической и пищевой отраслях промышленности.
Конструкция, основные характеристики
Электрод представляет собой электропроводный стержень определенного диаметра и длины из высоколегированного сплава с покрытием основного типа. Такой стержень обеспечивает необходимые свойства металлу шва. Изготавливаются отечественными производителями с учетом требований ГОСТ 9466-75, 10052-75 и соответствуют требованиям европейских и международных стандартов EN-499, ISO-3580, AWS 5.1. Поставляются в упаковках из картона весом 2,5, 3 и 5 кг.

Химический состав электродов ОЗЛ-6 и ОЗЛ-8 указан в таблице:
| Наименование элемента | Процентное содержание, не более | |
|---|---|---|
| ОЗЛ-6 | ОЗЛ-8 | |
| Углерод | 0,09 | 0,08 |
| Марганец | 1,90 | 1,30 |
| Кремний | 0,38 | 0,75 |
| Никель | 12,80 | 9,20 |
| Хром | 24,90 | 20,30 |
| Сера, не более | 0,11 | 0,10 |
| Фосфор, не более | 0,022 | 0,02 |
| Наименование | Единица измерения | Показатель в марке | |
|---|---|---|---|
| ОЗЛ-6 | ОЗЛ-8 | ||
| Производительность | кг/час | 1,6 | 1,6 |
| Коэффициент наплавки | г/А·ч | 11,6 | 13,0 |
| Расход электродов на 1 кг наплавленного металла | кг | 1,5 | 1,6 |
Размеры расходных материалов и условное обозначение в технической документации и на упаковке:
| Размеры выпускаемых электродов, мм | Условное обозначение российских производителей в технической документации и на упаковке | |||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Диаметр | Длина | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,0; 2,5; 3,0; 4,0; 5,0 | 300; 350; 450 | Э-10Х25Н13Г2-ОЗЛ-6- ∅ ВД ГОСТ 9466-75 Е-2975-Б20 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
Э-07Х20Н9-ОЗЛ-8- ∅ ВД ГОСТ 9366-75 Нюансы сварочного процесса
Ориентировочные режимы указаны в таблице:
Заранее благодарим тех, кто выполнял сварку электродами ОЗЛ и сможет дополнить информацию по особенностям ведения сварочного процесса. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||


