В холодную его.
![]()
Оцинкованный кузов сегодня стал делом обычным. Это хорошо: цинковый слой повышает коррозионную стойкость панелей. Но вот беда, при кузовном ремонте это покрытие может быть нарушено. Как его восстановить? Промышленные способы оцинковки в условиях сервиса не подойдут.
Кто у нас активнее?
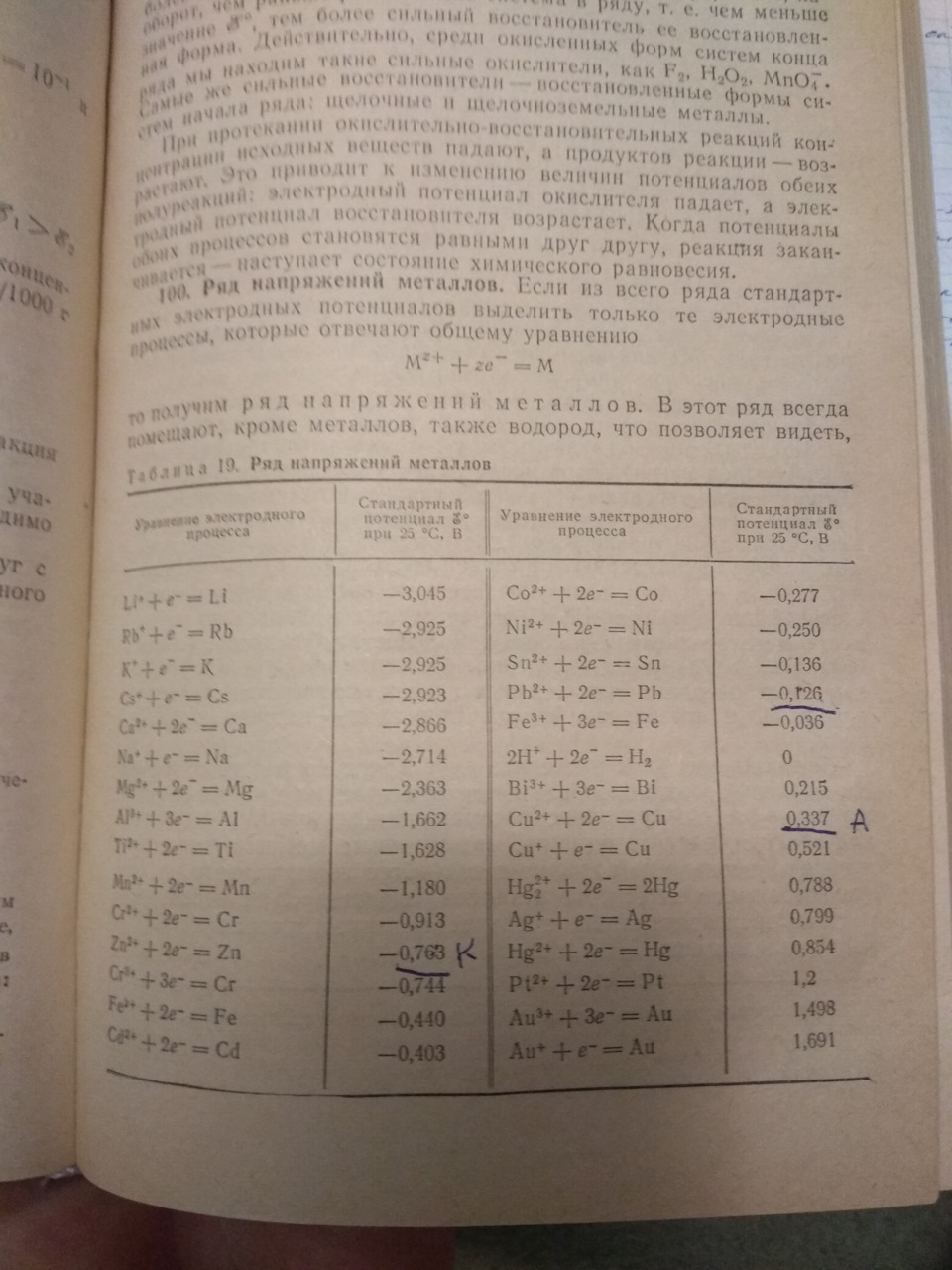
Почему цинк защищает стальной кузов? Давайте вспомним азы. Есть в химии такое понятие – электрохимический ряд напряжений металлов. Смотрим в таблицу: литий, калий… алюминий, цинк, хром, железо, никель, олово… серебро, платина, золото. Выше расположены более активные металлы, ниже – менее активные.
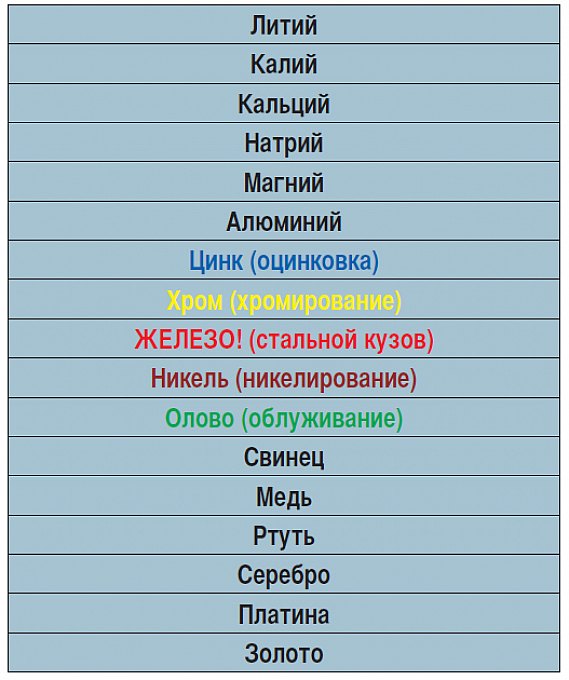 Электрохимический ряд напряжений метал лов. Тот, кто выше, защищает того, кто ниже
Электрохимический ряд напряжений метал лов. Тот, кто выше, защищает того, кто ниже
Если в какой-либо детали или узле имеется соединение двух металлов с различными потенциалами, то в присутствии электролита они образуют гальваническую пару. И чем дальше разнесены металлы в электрохимическом ряду напряжений, тем больше гальванический ток, и, соответственно, сильнее разрушения активного металла. Разрушаясь, он препятствует коррозионному поражению менее активного соседа.
Проиллюстрируем сказанное простым примером. Положим, в стальной автомобильной панели появилась медная заклепка. Смотрим в таблицу. Медь менее активна, значит коррозионное разрушение железа в месте соединения обеспечено. А если заклепка алюминиевая? Снова смотрим в таблицу. Здесь картина меняется: разрушаться будет алюминий.
Покрытия, выполненные из более активных металлов называют «безопасными», а из менее активных – «опасными». Поговорим о тех и о других.
Лудить или цинковать?
В народе до сих пор живет легенда: дескать, кузов «Победы» был покрыт оловом и никакая коррозия его не брала. Известны ее корни: мастера, ремонтирующие аварийные машины, использовали местный нагрев, орудуя паяльными лампами. И вдруг из-под пламени горелки начинало литься олово – много олова! Отсюда и пошла молва: кузов, дескать, весь облужен…
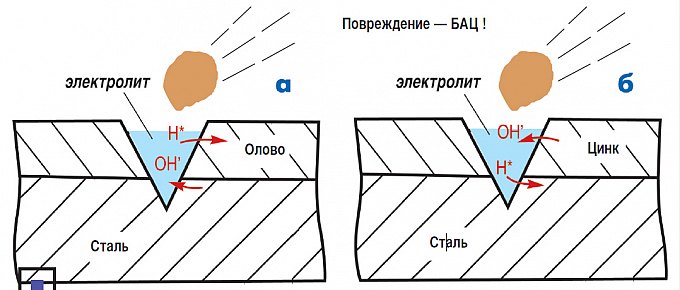 а) Схема коррозии луженой стали. При повреждении покрытия электрохимическая коррозия разрушает сталь. б) Схема коррозии оцинкованной стали. При повреждении покрытия электрохимическая коррозия разрушает цинк.
а) Схема коррозии луженой стали. При повреждении покрытия электрохимическая коррозия разрушает сталь. б) Схема коррозии оцинкованной стали. При повреждении покрытия электрохимическая коррозия разрушает цинк.
На самом деле все гораздо прозаичнее. Штамповая оснастка тех лет была несовершенной, и заводские технологии предусматривали рихтовку кузовных деталей. Остающиеся неровности выравнивали, заливая припоем. Особенно много олова было вблизи рамки ветрового стекла.
Так ли хорошо покрытие кузова оловом, как считают некоторые? Давайте разбираться. Коррозия всегда возникает на поверхности металла, а облуженная деталь ведет себя так, будто она изготовлена из олова. А оно само по себе очень стойко и практически не корродирует. Значит, и сталь под слоем олова находится в полной безопасности.
Но когда защитный слой получает повреждение, картина меняется. Между сталью (железом) и оловом мгновенно возникает гальваническая пара. А поскольку олово является менее активным металлом, сталь под воздействием гальванического тока начинает разрушаться.
Вспомним судьбу консервных банок, изготовленных из луженой жести. Все бывает хорошо, пока банку не поцарапаешь. А уж коль поцарапаешь, то луженая сталь в месте повреждения ржавеет гораздо быстрее нелуженой. Поэтому не надо говорить о «вечных луженых кузовах» – они вечные до хорошего удара острым камешком, которых на наших дорогах предостаточно.
Теперь о цинке. Все мы знаем, что кузовные панели многих автомобилей оцинковывают на заводах. Покрытие толщиной от 2 до 10 мкм обеспечивает прекрасную защиту от возникновения и распространения коррозионных поражений.
Это вам не олово: защищающий металл (цинк) в ряду напряжений расположен выше железа. Следовательно, и коррозия в поврежденном месте протекает иначе, чем с металлами, находящимися ниже. Гальваническая пара, само собой, тоже возникает, но разрушается уже не сталь, а цинк.
Почему же тогда цинковый щит не исчезает, не тает со временем? Исчезает и тает, но очень-очень медленно. Здесь есть особенность: цинк начинает активно разрушаться лишь при повышенных температурах. Вот почему в оцинкованных ведрах не рекомендуют кипятить воду. И тогда эти ведра живут долго – десятилетиями. И оцинкованные крыши тоже.
А вот мы его по-шведски.
Промышленные методы оцинковки, будь то горячее окунание или гальваника, не применимы в сервисных и гаражных условиях. Поэтому появление так называемых «препаратов холодного цинкования» оказалось для ремонтников весьма кстати.
Наносимые подобно грунтовке или краске, эти материалы образуют двойную защиту стальной поверхности: активную, как у промыщленной оцинковки, и пассивную, как у лакокрасочного слоя. Давайте познакомимся с ними на примере шведских препаратов Dinitrol 443 и Dinitrol 444.
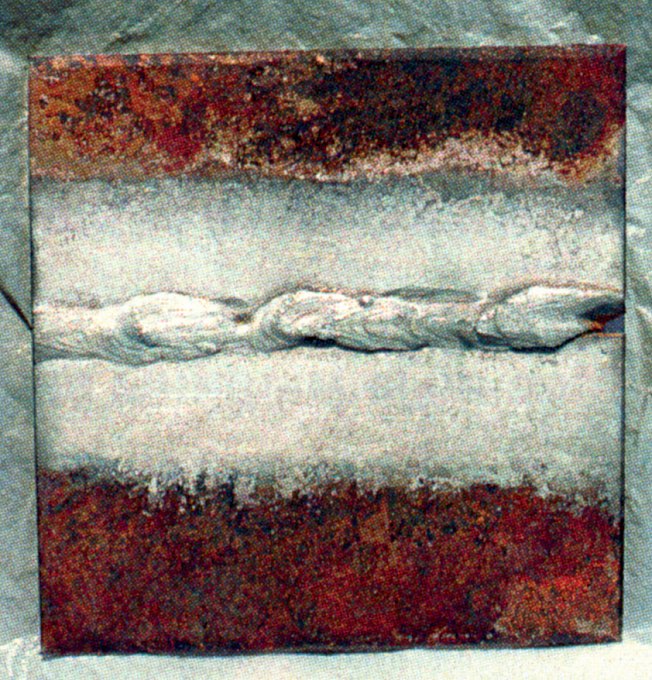 Холодным способом можно цинковать не только плоские поверхности, но и сварные швы
Холодным способом можно цинковать не только плоские поверхности, но и сварные швы
Они представляют собой готовые к применению жидкие однокомпонентные составы, содержащие технически чистый гальванический цинк. «Технически чистый» означает 99,995% Zn, что является очень высоким показателем для промышленного продукта. И вот такого, практически не содержащего примесей цинка, в препаратах Dinitrol 443 и Dinitrol 444 ни много, ни мало – 95%. Остальные 5% приходятся на синтетичсеские смолы, безопасный растворитель и некоторые специальные добавки.
Химики знают, что пороговая величина для активизации электрохимического щита – 92%, а тут все 95! Значит, при прочих равных условиях, пленку материала можно сделать тоньше, а материала потратить меньше – и это тоже относится к заслугам шведских технологий. А Dinitrol 444 содержит не только цинк, но и алюминий – тоже очень выгодный металл с точки зрения электрохимической защиты.
Нельзя не сказать и о размерах цинковых частиц – они ограничиваются величиной 3,5 мкм. Искушенные читатели вправе задать вопрос: «А этот диспергированный цинк не слипнется?». Действительно, любая суспензия может потерять однородность. Частицы соберутся в более крупные конгломераты – и прощайте технологические возможности и эксплуатационные козыри.
Что сказать на это? Суспензия, как таковая, может преподнести неприятный сюрприз, а вот Dinitrol 443 и Dinitrol 444 – нет. Им помогают те самые специальные добавки, о которых упоминалось выше. Они действуют поддерживают частицы цинка во взвешенном состоянии и предотвращают их слипание.
Очень важна роль синтетической каучуковой смолы, входящей в рецептуру препарата. Благодаря ей слой Dinitrol 443 или 444 обладает отменной адгезией. Но это еще не все: при высыхании он сохраняет эластичность, без проблем выдерживая механические и тепловые деформации.
Кстати, о тепле. А как обстоят дела с термостойкостью? А вот как: пленка препарата выдерживает температуры от –40 до +150 °С без потери эксплуатационных свойств. Так что, добро пожаловать и в Сибирь, и в окрасочно-сушильную камеру!
Что касается стойкости к химической агрессии, то «шведы» могут находиться в среде с рН от 5 до 10. Для тех, кто химию подзабыл, напомним: дистиллированная вода имеет рН=7. Значит, Dinitrol 443 и 444 выдерживает как щелочную, так и кислотную «баню».
И в заключение этого раздела отметим, что скорость разрушения активного цинкового слоя составляет от 1 до 6 мкм в год. Это гарантирует сохранность защиты в течение 25–50 лет в зависимости от толщины пленки и условий окружающей среды. Словом, на автомобильный век хватит.
Как наносим?

«Холодный цинк» марки Dinitrol может наноситься методом воздушного или безвоздушного распыления, кистью, валиком или окунанием.
В фирменной документации говорится, что нанесение препаратов не требует высокой квалификации работника. Это действительно так, особенно если воспользоваться аэрозольным баллончиком. А вот подготовка поверхности требует тщательности и профессионализма. Главное – обеспечить требуемую чистоту и шероховатость.
Препарат можно наносить на вертикальные и наклонные поверхности. Важно добиваться ровного слоя, без подтеков и пузырей. При толщине пленки 40 мкм расход составит 0,25 кг/м2. Высыхание длится 48 часов при комнатной температуре (на отлип – 10 мин). Для ускорения сушки деталь можно поместить в камеру и выдержать 30–60 мин при 60 °С. Повторный слой материала наносится через час. Полученную пленку можно окрашивать практически всеми видами ЛКМ.
Области применения новых шведских препаратов обширны: транспорт, мосты, дороги, тоннели, строительство, промышленные и городские объекты, гидросооружения, нефтегазовая промышленность. Не сомневаемся, что материалы Dinitrol 443 и Dinitrol 444 будут полезны всем мастерам кузовного ремонта.
Разница между цинкованием и лужением
Содержание:
Что такое цинкование?
Существуют разные виды цинкования, такие как:
Среди этих пяти типов горячее цинкование является наиболее распространенным методом. Это процесс нанесения цинкового слоя на металл для защиты металла от коррозии. Мы можем обозначить это как HDG. Этот процесс состоит из трех основных этапов: подготовка поверхности, цинкование и осмотр.
На этапе подготовки поверхности мы должны подвесить стальной предмет на проволоке или поместить его в соответствующую стойку. Затем сталь проходит три этапа очистки: обезжиривание, травление и флюсование. На этапе обезжиривания удаляется грязь со стальной поверхности. На стадии травления удаляется прокатная окалина и оксид железа. Позже, на стадии флюсования, он удаляет любые другие оксиды, присутствующие на поверхности стали, и образует защитный слой, который может предотвратить дальнейшее образование оксидов.
Во время процесса цинкования нам необходимо окунуть сталь в ванну расплава цинка, которая содержит не менее 98% цинка. Здесь железо на стальной поверхности имеет тенденцию образовывать серию интерметаллических слоев цинка и железа и внешний слой чистого цинка. На этапе осмотра нам необходимо осмотреть покрытие. Кроме того, нам необходимо определить качество поверхностного цинкового слоя.
Что такое лужение?
Чаще всего этот процесс используется для предотвращения образования ржавчины на поверхности металла. Однако его также обычно используют для концов многожильных проводов, которые используются в качестве электрических проводников для предотвращения окисления и предотвращения их истирания или распутывания, когда проводники используются в различных соединителях проводов, таких как скрученные. В настоящее время жести чаще всего используют для изготовления жестяных банок.
В чем разница между цинкованием и лужением?
Ниже в графической информации представлены различия между цинкованием и лужением.
Лужение перед оцинковкой

Наверное логично начать с этого)
Лужение — нанесение тонкого слоя расплавленного олова на поверхность металлических изделий. Лужение производится для защиты металла от коррозии. В принципе обойтись можно и без него перед оцинковкой, но если имеются на кузове после вытравки ржавчины все те же пресловутые раковины, то сделать это необходимо чтобы заполнить полости оловом, а не шпатлевкой.

Для лужения нам понадобится:

Протираем раковины паяльной кислотой (губка или тряпка) без подтеков. Далее наносим паяльную пасту. Разогреваем эту зону горелкой пока цвет покрытого участка не станет светло-коричневым, примерно 3-5 сек. После этого подносим припой к разогретому участку. Припой ложится на металл. Мягкой губкой легко размазываем его по всей площади обрабатываемого участка (будьте осторожны — очень горячо).





Целью данного процесса является только заполнение раковин. Полностью выравнивать поверхность участка не стоит. Эти недостатки будут скрыты цинком и шпатлевкой. А также не стоит сильно увлекаться процессом нанесения максимальной толщины олова на кузове, потому что есть опасность появления так называемого эффекта «оловянная чума» и «оловянный ус».
Всем удачи!любите и берегите свою машину и машина будет долго служить вам!
Volkswagen Transporter 2000, двигатель бензиновый 2.0 л., 84 л. с., передний привод, механическая коробка передач — кузовной ремонт
Машины в продаже
Комментарии 13

Совершенно ненужная работа при наличии первичных грунтов.


во-во, я тоже удивился, читая про олово,
химию то и физику хорошо помню со школы/института
жаль альтернативы цинку почти нет, разве что, еще хром
только дороже выходит и менее удобно в домашних условиях

иньересно.
так по сути можно и сварные швы обработать верно?

Технология очень древняя, в совдеповские времена вместо шпаклевки использовалось олово, в некоторых местах кузова толщина достигала до 1 сантиметра. Кто сталкивался с авто типа газ21 или победа до 60 годов, тот знает что это.
При этом на олово краска ложлась очень крепко, в этих местах отодрать её было практически невозможно, Сам арки задних крыльев востанавливал таким же образом, проблем нет и при покраске.
Но тут у веня возникает вопрос, а зачем на луженую поверхность наносить цинк, ведь олово давно считается антикорозийная поверхность, на которую отлично и крепко наносится любой грунт, шпаклевка или краска, в этой процедуре я не вижу смысла как только финансовые и физические затраты.
С уважением!

Чтобы не было оловянной чумы, лучше используйте ПОС припой оловянно-свинцовый, у него температура плавления ниже, в армейской технике запрещено использовать безсвинцовые припои, главное чтобы не было чистого олова ЧДА.metallicheckiy-portal.ru/…lavkie_pripoi_dla_paiki/2

Блин а я в свое время с паяльником долбался.Спасибо за инфу.


по идее краска отваливается со временем от всего.
про оцинковку готовлю инфу, подробную с фотографиями
хорошо. жду. мне пригодиться. спасибо заранее.
Применение и особенности цинкового покрытия
Цинкование, или оцинковка, — технологический процесс нанесения на поверхность металлопроката или изделий из него тонкого цинкового слоя. Это делается для защиты металла от доступа кислорода и других умеренно агрессивных агентов, вызывающих поверхностное окисление и последующую глубокую коррозию. Цинком покрывают обычно железо и сталь, реже другие металлы, например медь.
Физико-химический механизм защиты обусловлен тем, что на поверхности самого цинкового покрытия почти сразу появляется слой оксида ZnO, который затем вступает в реакцию с углекислым газом, образуя тонкую прочную пленку карбоната цинка ZnCO3. Она становится практически непреодолимой преградой для молекул кислорода, воды, слабых кислых и щелочных растворов и аэрозолей. Плёнка защищает не только основной металл, но и лежащий ниже слой цинкового покрытия, который дальше не окисляется.
Вы можете спросить: зачем вообще нужна оцинковка, разве на поверхности металла-основы не образуется «родная» оксидная плёнка? Образуется, но между цинковой плёнкой и слоем оксидов железа или меди есть кардинальная разница. Оксид железа по консистенции мягкий и рыхлый, он разрушается от малейших физических воздействий и не способен сдерживать проникновение кислорода и воды вглубь кристаллической решётки. В течение считаных месяцев на воздухе стальной лист покрывается слоем рыжей ржавчины, а затем прогнивает насквозь. Такая же судьба ждёт неоцинкованные металлоконструкции, детали и крепежи.
Процесс коррозии усугубляется природными и техногенными факторами:
Противостоять коррозии способна только нержавеющая сталь, но её стоимость в разы превышает цену обычного металлопроката. Поэтому гальваническое покрытие вот уже несколько столетий является оптимальным способом защиты стальных изделий от коррозии.
Антикоррозионными свойствами, похожими на свойства цинка, обладают также алюминий, никель, олово, хром. Но горячее алюминирование, никелирование и хромирование достаточно затратны из-за высокой стоимости и температуры плавления перечисленных металлов. В промышленности и ремеслах используют электролитические способы нанесения покрытий из них.
Лужение (покрытие стальных и медных поверхностей расплавленным оловом) остаётся более востребованным методом, но к нему есть серьёзные претензии по сравнению с цинкованием.
Почему оцинковка лучше лужения?
Лужение — исторический предшественник цинкования. Богемские ремесленники научились обрабатывать посуду расплавленным оловом в XVI веке. Выбору металла способствовала относительно низкая температура плавления олова (+232 °C). Для сравнения: цинк плавится при +419 °C. На территории России и Украины монополистами-лудильщиками в XIX веке были цыгане-котляры (от слова «котёл» — один из видов утвари, подвергаемой лужению).
Принцип защитного механизма тот же, что и при оцинковке, однако есть три существенных нюанса.
Цинк и железо (основные компоненты стали) — идеальная гальваническая пара. Электрохимическая активность («анодность») атомов цинка выше, чем активность атомов железа. Поэтому при механическом повреждении оцинкованной поверхности цинк «забирает» на себя проникающие внутрь молекулы кислорода, и «рана» сама собой затягивается оксидной плёнкой. Нижележащие слои железа почти не страдают.
Пара олово-железо более «конфликтная». Железо сильнее олова и притягивает кислород к себе. В результате не только не восстанавливается внешняя плёнка, но и стремительно развивается скрытый очаг коррозии, подобно пульпиту в кариесном зубе. Изделие надо лудить, а лучше цинковать заново.
Ещё два минуса — в температурной уязвимости олова. Лужёный горшок ставить на огонь нельзя — защитное покрытие расплавится. При низких температурах оловянный слой крошится. Это неприятное явление называется «оловянной чумой». Тут тоже не остается ничего делать, как нанести покрытие ещё раз.
Справедливости ради заметим, что при кузовном ремонте автомобилей уязвимые элементы часто подвергают последовательно лужению и цинкованию (но не наоборот!). Слой олова идеально заполняет пустоты и микротрещины поверхности, а оцинковка обеспечивает безупречную финишную защиту кузова.
В целом цинкование является на сегодня основной технологией электрохимической защиты металлических поверхностей и изделий от коррозии. Оцинковку применяют в самых разных областях народного хозяйства, где конструкции подвергаются повышенному коррозионному риску:
Специалисты подсчитали, что в массу среднестатистического легкового автомобиля входит 9 кг цинка антикоррозионного покрытия кузова и ходовой части. Около 8 кг металла содержится в различных внутренних и навесных деталях.
Без цинкового покрытия невозможно представить современное малоэтажное строительство. Из оцинкованной стали делают:
Большинство крепежных элементов, особенно те, что подвержены влиянию атмосферной или подземной влаги, также выполнены из оцинковки.
Технологии цинкования
Об опыте нанесения цинкового покрытия на железный лист впервые доложил француз Поль Жак Малуэн (Paul Jacques Malouin, 1701—1778) на заседании Королевской академии в 1742 году. Однако патент на горячее цинкование был получен лишь спустя 94 года другим французом польского происхождения по имени Станисла́с Соре́ль (Stanislas Sorel, 1803—1871). Параллельно Сорель изучал и гальваническое покрытие металлов для защиты от коррозии.
За истекшие со времён Сореля почти два столетия было предложено ещё несколько технологий разной применимости.
Горячее цинкование

Самым старым, надёжным и промышленно значимым способом остается горячее цинкование. Лист, труба или иная крупногабаритная конструкция погружается в ванну с расплавом цинка, кипящим при температуре +460°. Предварительно металл очищается от окалины протравкой кислотой или механическим способом. Толщина покрытия при горячем методе варьируется от 30 до 100 мкм, чаще всего составляет 50—60 мкм.
Точную толщину цинкового покрытия в данном случае «запрограммировать» нельзя, в отличие от электролитического метода. Также метод не подходит для обработки мелких деталей и изделий со сложной геометрией. Часто после оцинковки необходима расточка отверстий и фрезеровка болтов для удаления излишков цинкового покрытия.
Бесспорным плюсом горячей оцинковки остается прочность и долговечность нанесенного защитного слоя. Он прослужит до 75 лет в городе и до 85 лет в загородной среде. Оцинкованные поверхности имеют матовый серый цвет, приятны на ощупь, не требуют дополнительной покраски. Коррозионная устойчивость сравнима со свойствами нержавейки и как минимум в 5 раз превышает показатели гальванопластики.
Электролитическое цинкование
Это основной промышленный метод защиты мелких металлических деталей, в том числе крепежных элементов любой формы и размера.
Опыты проводили ещё изобретатель горячего цинкования Сорель и русский химик Якоби, но промышленное применение гальванического никелирования и цинкования началось лишь в 1869 году благодаря опытам американца Айзека Адамса, который изобрёл гальваническую ванну, получившую его имя. В России гальваническое цинкование деталей артиллерийских орудий применял военный инженер полковник Ковако.
Обработка металла в растворе электролита позволяет нанести тончайшую цинковую пленку толщиной от 5 мкм на детали любого размера и геометрической формы. Однако малая толщина плёнки — это не только плюс, но и минус. Срок службы гальванизированных элементов гораздо ниже, чем у деталей, оцинкованных горячим способом.
Электроцинкование позволяет за счет добавок в электролит регулировать цвет изделий, придавать им блеск или матовость. После обработки детали не требуют шлифовки, а отверстия — расточки. В электролит можно погружать крепежи с пластиковыми элементами (саморезы, самоконтрящиеся гайки).
Термодиффузионная оцинковка
.jpg)
В западной технической литературе называется шерардизация (sherardization) в честь изобретателя Шерарда Каупер-Коулза (Sherard Cowper-Coles). Технология заключается в обработке поверхности железа цинковым порошком при температуре 400—500 °C. Это обеспечивает получение оптимального интерметаллического соединения Zn-Fe и позволяет выдержать любую желаемую толщину покрытия. Однако способ чрезвычайно затратный и энергоемкий (в 2 раза дороже горячего цинкования), поэтому применяется крайне выборочно.
Газотермическое напыление
Точечный способ нанесения защитного покрытия на отдельно взятые детали, внутреннюю поверхность расточенных отверстий диаметром от 500 мм, фасонных элементов и труб и т. д. Выполняется с помощью специального пистолета и напоминает сварку. Из сопла со сверхзвуковой скоростью вырывается струя горячего газа, содержащая частицы цинкового порошка. Он проникает в требующий защиты конструктивный элемент и образует на нём плёнку. Плюс — в возможности нанести защиту на месте, не разбирая конструкцию. Минус — высокая стоимость портативного оборудования и квалификационные требования к исполнителю работ.
Лужение и пайка автомобильных кузовов. Часть 4. О коррозии.

Вопрос коррозии — самый самый холиварный вопрос)) Именно он, как правило, вызывает больше всего споров и вызывает наибольшее недоверие к методу, поэтому я решил разобрать его максимально фундаментально, а не «на пальцах», но всё таки с оглядкой на то, что здесь хоть люди и технически подкованные, но это Драйв, а не конференция учёных-химиков. Всю информацию брал из учебника Н.Л. Глинка – Общая Химия издания 1985 года.
Для начала разберём сам механизм коррозии. Красным выделил наиболее важные строки.
На основании этого существуют два вида антикоррозионных покрытий: анодное и катодное.
Механизм анодной защиты состоит в следующем: на основной защищаемый металл наносится покрытие с меньшим потенциалом. Таким образом, именно оно «подставляется под удар», защищая тем самым основной металл. При этом, при незначительном нарушении целостности покрытия, его защитные свойства сохраняются, и в местах нарушения, если они достаточно невелики, основной металл остаётся защищён. Для стали таким покрытием является цинкование.

При катодном покрытии механизм защиты действует строго наоборот. Покрытие имеет потенциал больший, чем основной металл и предотвращает саму принципиальную возможность коррозии. Оно является таким своеобразным «панцирем». Однако, при нарушении этого покрытия оголённые участки основного металла корродируют с даже большей скоростью, чем при отсутствии покрытия, эффект поляризации. Для стали катодными покрытиями являются, например, лужение и освинцевание.

Теоретическая подготовка на этом закончена, перейдём к практике.
И, самое главное, что бы мне хотелось здесь сказать, что всё сказанное выше справедливо для «голых», то есть неокрашенных металлов. В автомобиле основную роль по защите кузова от коррозии является лакокрасочное покрытие, дающее изолирующий эффект. Именно его качество в первую очередь определяет стойкость к коррозии кузова. Но давайте разберём частные случаи, когда лакокрасочное покрытие оказалось нарушено над ремонтируемым участком, и покрытый или непокрытый припоем металл оказался «на свободе» 🙂
Вот так может выглядеть ремонтируемая зона.

Представим, что место уже загрунтовано и окрашено, и у нас возникли сколы или царапины. Здесь возможны три варианта.

Вариант А – открылось голое железо. Никаких сюрпризов. Ржаветь будет точно так же, как в с любом другом месте кузова
Вариант Б – открылось паяное место. Ржаветь не будет в принципе
И, наконец, самый интересный, вариант В, когда повреждение достаточно большое, и оно открывает нам переходную зону. В этом и только в этом случае скорость коррозии будет выше, чем у просто непаяного железа.
Но с чем же связано такое большое количество негативных комментариев в духе «сгниёт на глазах»?
В первую очередь, с нарушением технологии нанесения и последующей обработки.
Косяка может быть всего два, но каждый из них может оказаться фатален:
1.Не замечен и не вычищен микрократер коррозии. Спайки не произошло, возникла пора. Случай с нарушением катодного покрытия, усугублённый изначальным наличием коррозии.
2. Наиболее частый. Не нейтрализован флюс. Как я уже сказал в конце третьей части – смывать и нейтрализовывать кислоту – О-Б-Я-З-А-Т-Е-Л-Ь-Н-О! Это крайне важный момент, не требующий значительный трудозатрат, но способный сравнять с нулём все результаты нашей работы. Поэтому, желательно сразу
после окончания наплавки, до непосредственно механической обработки обильно промываем весь элемент, а после строгания повторяем промывку. И радуемся отсутствию коррозии.
Под конец повторю ещё раз: я использую припой и в данном цикле статей рассматриваю пайку именно как средство заполнения вмятин, как альтернатива шпатлёвке. Применение лужения для защиты от коррозии — это отдельная тема и отдельная специфика работ.


