ЛЕКЦИЯ 10 – Эхо-импульсный метод контроля




![]()
![]()
Одним из наиболее распространённых методов ультразвукового контроля является эхо-импульсный метод. Это объясняется тем, что этот метод – в отличие от других – применим при одностороннем доступе к исследуемому объекту, и при этом позволяет определить с высокой точностью координаты дефекта.
Эхо-метод основан на излучении в контролируемое изделие коротких импульсов упругих колебаний и регистрации интенсивности (амплитуды) и времени прихода эхо-сигналов, отраженных от дефектов. Временной интервал между зондирующим импульсом и эхоимпульсом пропорционален глубине залегания дефекта, а амплитуда – отражающей способности дефекта.
Импульсный эхо-метод позволяет решать следующие задачи дефектоскопии: обнаружение и определение координат дефектов; определение размеров дефектов и изделий; обнаружение зон крупнозернистости в изделиях и заготовках.
Отличительной особенностью эхо-метода является то, что при контроле изделий регистрируются и анализируются практически все сигналы, приходящие из изделия после излучения зондирующих колебаний.
При контроле эхо-методом ультразвуковой дефектоскопии материалов и изделий наблюдаются помехи. Их делят на несколько видов:
– помехи усилителя дефектоскопа. Эти помехи препятствуют беспредельному увеличению коэффициента усиления приемного тракта дефектоскопа и определяют граничное значение регистрируемого прибором сигнала. На экране дефектоскопа при большом усилении видны как увеличение толщины или размытие линии развертки;
– шумы преобразователя, возникающие при его работе по совмещенной схеме (многократные отражения в протекторе, призме ПЭП). Непосредственно после излучения зондирующего импульса чувствительность усилителя резко ослабляется в связи с сильным динамическим воздействием на него мощного сигнала генератора зондирующих импульсов. Вследствие этого в ближней к зондирующему сигналу зоне видны следующие за зондирующим импульсы. При контакте ПЭП с каким-нибудь изделием или пальцем дефектоскописта помехи ПЭП изменяют свою амплитуду, но сохраняют свое положение на линии развертки. Амплитуда помех очень высокая, полезный сигнал на фоне этих помех можно различить, используя то, что он перемещается по линии развертки во время передвижения преобразователя. Эти помехи уменьшают, совершенствуя конструкцию преобразователя. Например, для РС ПЭП эти помехи минимальны;
– ложные сигналы, возникающие в результате отражения от выступов или выточек и других неровностей поверхности. Эти помехи мешают выявлению дефектов на отдельных участках объекта контроля. Уровень ложных сигналов уменьшают, изменяя схему контроля, например, увеличивая угол ввода ПЭП. Помехи от ложных сигналов отличают от полезных сигналов, точно измеряя координаты залегания отражателя;
– помехи, связанные с рассеянием ультразвука на структурных неоднородностях, зернах материала, т.е. помехи, связанные со структурной реверберацией. Сигналы от неоднородностей в зависимости от фазы ослабляют или усиливают друг друга. На экране они изображаются в виде большого числа импульсов, беспорядочно изменяющихся по амплитуде и положению на линии развертки при движении ПЭП. Материалы, состоящие из большого числа крупных зерен, сильно отражающих ультразвук, дают сигналы, похожие на сигналы от дефектов. Такие материалы не подлежат контролю ультразвуком.
Таким образом, к преимуществам эхо-метода относятся:
– односторонний доступ к изделию;
– относительно большая чувствительность к внутренним дефектам;
– высокая точность определения координат дефектов.
К недостаткам эхо-метода относятся:
– низкая помехоустойчивость к поверхностным отражателям;
– резкая зависимость амплитуды эхо-сигнала от ориентации дефекта;
– невозможность контроля качества акустического контакта в процессе перемещения ПЭП, так как при отсутствии дефектов на выходе отсутствуют какие-либо сигналы.
1 Особенности распространения УЗВ в контролируемом объекте при эхо-методе
Так как выше упоминалось, что эхо-метод очень чувствителен, то при контроле изделий возможен не только прием эхо-сигналов от дефектов, но и от противоположной вводу ультразвука стенки, от конструктивных отражателей, вдавленных маркерных знаков, технологических отверстий и т.д.

При контроле прямым ПЭП, включенным по эхо-методу, изделий с плоскопараллельными поверхностями возможен одновременный прием эхосигналов как от дефекта, так и от противоположной вводу поверхности (рисунок 90). Причем положение на линии развертки эхосигналов от отражателей относительно зондирующего импульса пропорционально времени пробега импульса до данного отражателя.
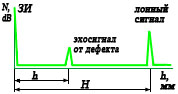
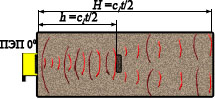
Рисунок 90 – Формирование эхо- и донного сигналов
Сигнал от противоположной поверхности изделия при контроле прямым ПЭП может отсутствовать в следующих ситуациях:
– донная поверхность не параллельна поверхности ввода УЗК (рисунок 91, а);
– дефект имеет значительный размер, полностью перекрывающий УЗ-пучок в данном сечении (рисунок 91, б);
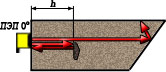

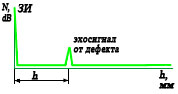
Рисунок 91 – Особенности распространения УЗВ в контролируемом изделии при работе с прямым ПЭП в эхо-методе
– высота (толщина) изделия настолько велика, что вследствие затухания ультразвуковых колебаний амплитуда эхо-сигнала от противоположной поверхности имеет очень малую величину (рисунок 92, а). Затухание в этом случае зависит от рассеивания УЗК на зернах структуры металла, а также с расхождением пучка лучей с удалением от точки возбуждения. Для того, чтобы рассеивание УЗК на зернах не искажало результаты дефектоскопии, практически необходимо иметь λ˃(10…100D). Если это условие выполняется по верхнему пределу (λ≥100D), то можно обычно контролировать металл на глубину вплоть до 8–10 м и даже более. Затухание УЗВ за счет расхождения пучка лучей компенсируется путем введения в дальней зоне дополнительного усиления регулировкой ВРЧ, повышающей общее усиление в этой зоне на определенную величину;
– при контроле изделий небольших толщин прямым ПЭП можно получить целую серию многократно переотраженных от плоскопараллельных стенок изделия эхо-сигналов (рисунок 92, б). Вследствие затухания ультразвуковых колебаний многократные отражения последовательно уменьшаются по амплитуде. Расстояние между отдельными отражениями – величина постоянная, зависящая от толщины изделия. Это свойство используется при настройке точности работы глубиномера дефектоскопа с прямым преобразователем.

Рисунок 92 – Особенности распространения УЗВ в контролируемом изделии при работе с прямым ПЭП в эхо-методе
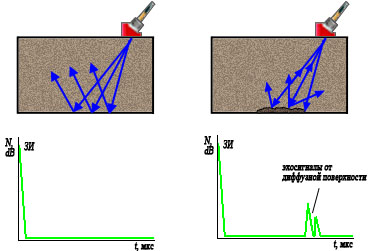
При контроле наклонным ПЭП практически никогда не бывает отражения от поверхности, противоположной поверхности ввода объекта, так как обычно данная поверхность зеркальная (рисунок 93, а). Согласно законам геометрической оптики, которые справедливы для гладких поверхностей, происходит переотражение УЗВ от этой поверхности с изменением направления распространения УЗВ. Такая волна назад на искатель не возвращается. При отражении УЗВ от шероховатых поверхностей, происходит диффузное отражение, сопровождающееся рассеянием части энергии в разные стороны. Естественно, в этом случае часть энергии УЗВ возвращается на искатель, а значит, на линии развертки появляется импульс, временное положение которого относительно зондирующего импульса пропорционально расстоянию до отражающей поверхности (рисунок 93, б). Исходя из этих примеров, можно сделать вывод, что при контроле по эхо-методу (особенно, с наклонным искателем) слежение за акустическим контактом затруднено.
| б) |
Рисунок 93 – Особенности распространения УЗВ в ОК при работе с наклонным ПЭП в эхо-методе
Поле излучения прямого круглого ПЭП
![]()
![]()
Излучаемые пьезопластиной ультразвуковые колебания в контролируемом объекте распространяются в среде в различных направлениях с различной интенсивностью. Направленность излучения ПЭП – это его способность излучать акустические волны в одних направлениях в большей степени, чем в других. Направленность ПЭП описывают характеристикой направленности – отношением интенсивности, создаваемой излучателем в направлении максимального излучения, к интенсивности ненаправленного излучателя той же мощности на том же расстоянии. Характеристику направленности представляют обычно в полярной системе координат и называют диаграммой направленности.
Колеблющийся пьезоэлемент при достаточно больших размерах его в сравнении с длиной ультразвуковой волны (D > λ), создает в окружающей среде волновое поле, имеющее определенную направленность и пространственные границы.
Рассмотрим акустическое поле, создаваемое круглым излучателем, работающим в режиме непрерывного излучения. Поле излучения ПЭП имеет форму узкого, слегка расходящегося пучка, в котором выделяются две характерные области, соответствующие ближней и дальней зоне, описываемые разными закономерностями на близком и далеком расстояниях от преобразователя (рисунок 66).
| Рисунок 66 – Поле излучения прямого круглого ПЭП |
В ближней зоне, зоне Френеля, т.е. в непосредственной близости от излучателя, ультразвук распространяется в виде параллельного пучка лучей без расхождения, имеющего форму цилиндра, и характеризуется сильной неравномерностью распределения амплитуды поля (интенсивности). Более 80% излученной энергии находится в пределах цилиндра, ограниченного краями пьезопластины, однако по сечению цилиндра интенсивность имеет максимумы и минимумы. Возникновение максимумов и минимумов в ближней зоне преобразователя объясняется интерференцией волн. Интерференция возникает, потому что пьезопластина возбуждается неравномерно – по краям амплитуда ее колебаний меньше. Если бы возбуждение ПЭП к краю удалось уменьшить, то поле в ближней зоне было бы равномернее.
Таким образом, для лучшего уяснения возникновения максимумов и минимумов амплитуды вследствие интерференции, представим пьезопластину, состоящую из большого количества маленьких излучателей. Расстояния от разных излучателей до некоторой точки В в ближней зоне могут сильно отличаться, т.е. от излучателя с центральной части пьезопластины расстояние до точки В будет короче, чем от излучателя с краевой области. Соответственно будут отличаться фазы приходящих сигналов. Если в точку В от двух одинаковых зон излучателя приходят сигналы, фазы которых противоположны (т.е. от одних излучателей поступают волны, требующие растяжения объема около точки В, а от других – его сжатия), то амплитуда в этой точке будет равна нулю.
Рисунок 67 – Поле излучения круглого ПЭП: а) интенсивность поля вдоль оси излучателя;
б) интенсивность поперек оси
Число максимумов в ближней зоне определяется по формуле
Для излучателя с радиусом а = 6 мм, частоты f = 2,5 МГц количество максимумов равно 5, максимумы располагаются на расстоянии 1,7 мм; 2,1 мм; 3 мм; 5 мм; 15 мм;
минимумы располагаются на расстоянии 1,9 мм; 2,5 мм; 3,75 мм; 7,5 мм.
Акустическое поле в сечениях, расположенных поперек оси излучателя, имеет вид чередующихся кольцевых зон максимумов и минимумов (рисунок 67, б). С удалением от источника ширина максимумов и минимумов увеличивается, вокруг них могут появиться дополнительные максимумы.
Т.о., ближняя зона – зона немонотонного изменения акустического поля, имеющего сложную структуру с чередующимися максимумами и минимумами интенсивности вследствие интерференции волн.
Протяженность ближней зоны
где а – радиус пьезопластины, мм.
Исходя из (34) видно, что чем больше радиус пластины и частота, тем больше ближняя зона преобразователя.
Резкое изменение амплитуды эхосигнала в ближней зоне наблюдается только для небольших дефектов. Чем больше дефект, тем сильнее сглажены максимумы и минимумы эхосигналов от него. Сглаживание максимумов и минимумов происходит при импульсном излучении (чем короче при излучении импульсы, тем более сглажены максимумы и минимумы интенсивности).
Выполнять оценку дефектов, находящихся в ближней зоне трудно, можно ошибиться. Например, на расстоянии rб /2от преобразователя (в середине ближней зоны) поле имеет минимум на оси ПЭП, а в стороне – максимумы (рисунок 63). При поиске и оценке дефектов по максимумам эхосигналов дефектоскопист, найдя в действительности один дефект, решит, что найдено два дефекта, расположенных по сторонам от истинного положения дефекта.
Исходя из этого, выпускают ПЭП с небольшой длиной ближней зоны. Например, прямой ПЭП на частоту f = 2,5 МГц с диаметром 2а = 12 мм имеет длину ближней зоны
где с = 5,9 мм/мкс – скорость продольных волн в стали.
Дальняя зона, зона Фраунгофера, – область поля, в которой амплитуда (интенсивность) монотонно убывает с расстоянием. Здесь поле приобретает форму конуса и имеет вид пучка лучей, расходящегося из точки, которая называется акустическим центром (рисунок 68). Интенсивность излучения уменьшается с увеличением расстояния r от акустического центра (для круглого излучателя акустический центр совпадает с центром тяжести пластины) за счет поглощения и рассеяния на структуре металла.
| Рисунок 68 – Распределение излученной энергии вдоль оси излучателя |
Уменьшению амплитуды способствует также величина угла φр, под которым происходит расхождение ультразвукового пучка.
Половинный угол расхождения φр, определяющий направленность УЗ-поля, зависит от соотношения длины волны и радиуса излучателя:
Как видно из (35), направленность УЗ-поля тем выше (угол φр меньше), чем больше произведение аf.
Максимум интенсивности соответствует акустической оси преобразователя.
Акустическая ось – это геометрическое место точек максимальной интенсивности поля в дальней зоне и ее геометрическое продолжение в ближней зоне.
2 Диаграмма направленности
| Рисунок 69 – ДН круглого прямого ПЭП |
Более полно акустические свойства ПЭП описываются с помощью диаграммы направленности, которая отображает зависимость амплитуды (интенсивности) акустического поля в какой-либо точке от угла, под которым виден из этой точки центр преобразователя. Диаграммой направленностиназывается зависимость амплитуды излучения от угла расхождения φр. Диаграмма направленности строится в виде графика в полярных координатах, которой описывается акустическое поле в дальней зоне (рисунок 69).
Диаграмма направленности строится в плоскости, перпендикулярной излучающей поверхности и проходящей через акустический центр преобразователя. Центральная часть диаграммы направленности, в пределах которой амплитуда изменяется от единицы до нуля, называют основным лепестком. Границей диаграммы направленности считают точки, в которых амплитуда становится меньше ее максимального значения на 20 дБ, т.к. обычно считают, что когда амплитуда поля уменьшается в 10 раз (на 20 дБ), акустическое поле практически отсутствует. Амплитуду лепестка считают постоянной, когда она изменяется не более чем на 3 дБ. В пределах основного лепестка сосредоточено около 85% энергии излучения. Вне основного лепестка могут возникать боковые лепестки. Это происходит, когда отношение >0,6 (для пьезопластины а = 6 мм отношение = 2,4/6 = 0,4
Контроль неразрушающий. Соединения сварные
Методы ультразвуковые
Non-destructive testing. Welded joints
Ultrasonic methods
Дата введения 01.07.2015
Ключевые слова: контроль неразрушающий, швы сварные, методы ультразвуковые.
6. Способы контроля, схемы прозвучивания и способы сканирования сварных соединений
Приложение А. Меры СО-2, СО-3, СО-3Р для проверки (настройки) основных параметров ультразвукового контроля
Приложение Б. Настроечные образцы для проверки (настройки) основных параметров ультразвукового контроля
Приложение В. Степени контролепригодности сварных соединений
Приложение Г. Сокращенное описание результатов контроля
Предисловие
1. Разработан Федеральным государственным предприятием «Научно-исследовательский институт мостов и дефектоскопии Федерального агентства железнодорожного транспорта» (НИИ мостов), Государственным научным центром РФ Открытое акционерное общество Научно-производственное объединение «Центральный научно-исследовательский институт технологии машиностроения» (ОАО НПО «ЦНИИТМАШ»), Федеральным государственным автономным учреждением «Научно-учебный центр «Сварка и контроль» при Московском государственном техническом университете им. Н.Э.Баумана».
2. Внесен Техническим комитетом по стандартизации ТК 371 «Неразрушающий контроль».
3. Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 8 ноября 2013г. №1410-ст.
1. Область применения
Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений с полным проваром корня шва, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой, лазерной и стыковой сваркой оплавлением или их комбинациями, в сварных изделиях из металлов и сплавов для выявления следующих несплошностей: трещин, непроваров, пор, неметаллических и металлических включений.
Настоящий стандарт не регламентирует методы определения реальных размеров, типа и формы выявленных несплошностей (дефектов) и не распространяется на контроль антикоррозионных наплавок.
Необходимость проведения и объем ультразвукового контроля, типы и размеры несплошностей (дефектов), подлежащих обнаружению, устанавливаются в стандартах или конструкторской документации на продукцию.
2. Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
— ГОСТ 12.1.001-89 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности;
— ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности;
— ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования;
— ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности;
— ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности;
— ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики;
— ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения;
— ГОСТ 18353-79 Контроль неразрушающий. Классификация видов и методов;
— ГОСТ 18576-96 Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые;
— ГОСТ 20911-89 Техническая диагностика. Термины и определения;
— ГОСТ 23829-85 Контроль неразрушающий акустический. Термины и определения;
— ГОСТ Р ИСО 5577-2009 Контроль неразрушающий. Ультразвуковой контроль. Словарь;
— ГОСТ Р 55725-2013 Контроль неразрушающий. Преобразователи ультразвуковые. Общие технические требования;
— ГОСТ Р 55808-2013 Контроль неразрушающий. Преобразователи ультразвуковые. Методы испытаний.
3. Термины и определения
3.1 В настоящем стандарте применены следующие термины:
[ГОСТ Р ИСО 5577-2009, пункт 2.13.1]
3.1.2 акустическая ось: Линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя и ее продолжения в ближней зоне.
[ГОСТ 23829-85, статья 57]
3.1.3 АРД-диаграмма: Графическое изображение зависимости амплитуды отраженного сигнала от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя.
[ГОСТ 23829-85, статья 69]
3.1.4 боковое цилиндрическое отверстие: Цилиндрический отражатель, расположенный параллельно поверхности ввода.
[ГОСТ Р ИСО 5577-2009, пункт 2.7.5]
3.1.5 дефект: Каждое отдельное несоответствие продукции установленным требованиям.
[ГОСТ 15467-79, статья 38]
3.1.6 иммерсионный способ: Акустический контакт через слой жидкости, толщиной больше пространственной длительности акустического импульса для импульсного излучения или нескольких длин волн для непрерывного излучения.
[ГОСТ 23829-85, статья 75]
3.1.7 контактный способ: Акустический контакт через слой вещества толщиной менее половины длины волны.
[ГОСТ 23829-85, статья 73]
3.1.8 контролепригодность: Свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля).
[ГОСТ 20911-89, статья 14]
3.1.9 мера (калибровочный образец): Образец из материала определенного состава с заданными чистотой обработки поверхности, режимом термообработки, геометрической формой и размерами, предназначенный для калибровки (поверки) и определения параметров ультразвукового прибора неразрушающего контроля.
[ГОСТ Р ИСО 5577-2009, пункт 2.7.1]
3.1.10 мертвая зона: Область, прилегающая к поверхности ввода, в пределах которой не регистрируются эхо-сигналы от несплошностей.
[ГОСТ Р ИСО 5577-2009, пункт 2.6.2]
3.1.11 настроечный образец: Образец, изготовленный из материала, аналогичного материалу объекта контроля, содержащий определенные отражатели; используется для настройки амплитудной и (или) временной шкалы ультразвукового прибора.
[ГОСТ Р ИСО 5577-2009, пункт 2.7.3]
3.1.12 несплошность: Нарушение однородности материала.
[ГОСТ Р ИСО 5577, пункт 2.1.12]
3.1.13 плоскодонный отражатель: Плоский отражатель, имеющий форму диска.
[ГОСТ Р ИСО 5577-2009, пункт 2.7.2]
3.1.14 преобразователь: Электроакустическое устройство, имеющее в своем составе один или более активных элементов и предназначенное для излучения и (или) приема ультразвуковых волн.
[ГОСТ Р ИСО 5577-2009, пункт 2.5.21]
3.1.15 стрела преобразователя: Расстояние от точки выхода луча наклонного преобразователя до его передней грани.
[ГОСТ 23829-85, статья 59]
3.1.16 точка выхода луча: Точка пересечения акустической оси преобразователя с его рабочей поверхностью.
[ГОСТ 23829-85, статья 58]
3.1.17 щелевой способ: Акустический контакт через слой жидкости, толщиной порядка длины волны.
[ГОСТ 23829-85, статья 74]
3.1.18 электромагнитоакустический преобразователь; ЭМА-преобразователь: Преобразователь, принцип действия которого основан на явлении магнитной индукции (эффекте Лоренца) или магнитострикции материала объекта контроля, при котором электрические колебания преобразуются в звуковую энергию или наоборот.
[ГОСТ Р ИСО 5577-2009, пункт 2.5.9]
3.1.19 SKH-диаграмма: Графическое изображение зависимости коэффициента выявляемости от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя.
3.1.20 браковочный уровень чувствительности: Уровень чувствительности, при котором принимается решение об отнесении выявленной несплошности к классу «дефект».
3.1.21 дифракционный способ: способ ультразвукового контроля методом отражений, использующий раздельные излучающий и приемный преобразователи и основанный на приеме и анализе амплитудных и/или временных характеристик сигналов волн, дифрагированных на несплошности.
3.1.22 контрольный уровень чувствительности (уровень фиксации): Уровень чувствительности, при котором производят регистрацию несплошностей и оценку их допустимости по условным размерам и количеству.
3.1.23 опорный сигнал: Сигнал от искусственного или естественного отражателя в образце из материала с заданными свойствами или сигнал, прошедший контролируемое изделие, который используют при определении и настройке опорного уровня чувствительности и/или измеряемых характеристик несплошности.
3.1.24 опорный уровень чувствительности: Уровень чувствительности, при котором опорный сигнал имеет заданную высоту на экране дефектоскопа.
3.1.25 погрешность глубиномера: Погрешность измерения известного расстояния до отражателя.
3.1.26 поисковый уровень чувствительности: Уровень чувствительности, устанавливаемый при поиске несплошностей.
3.1.27 предельная чувствительность контроля эхо-методом: Чувствительность, характеризуемая минимальной эквивалентной площадью (вмм 2 отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры.
3.1.28 угол ввода: Угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя с точкой выхода луча при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая.
3.1.29 условный размер (протяженность, ширина, высота) дефекта: Размер в миллиметрах, соответствующий зоне между крайними положениями преобразователя, в пределах которой фиксируют сигнал от несплошности при заданном уровне чувствительности.
3.1.30 условное расстояние между несплошностями: Минимальное расстояние между положениями преобразователя, при которых амплитуды эхо-сигналов от несплошностей фиксируются при заданном уровне чувствительности.
3.1.31 условная чувствительность контроля эхо-методом: Чувствительность, которую определяют по мере СО-2 (или СО-3Р) и выражают разностью в децибелах между показанием аттенюатора (калиброванного усилителя) при данной настройке дефектоскопа и показанием, соответствующим максимальному ослаблению (усилению), при котором цилиндрическое отверстие диаметром 6мм на глубине 44мм фиксируется индикаторами дефектоскопа.
3.1.32 шаг сканирования: Расстояние между соседними траекториями перемещения точки выхода луча преобразователя на поверхности контролируемого объекта.
3.1.33 эквивалентная площадь несплошности: Площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности и отражателя равны.
3.1.34 эквивалентная чувствительность: Чувствительность, выражаемая разностью в децибелах между значением усиления при данной настройке дефектоскопа и значением усиления, при котором амплитуда эхо-сигнала от эталонного отражателя достигает заданного значения по оси ординат развертки типа A.
4. Обозначения и сокращения
4.1 В настоящем стандарте применены следующие обозначения:
4.1.1 излучатель; И.
4.1.2 приемник; П.
4.1.7 чувствительность предельная; S п.
4.2 В настоящем стандарте применены следующие сокращения:
4.2.1 боковое цилиндрическое отверстие; БЦО.
4.2.2 настроечный образец; НО.
4.2.3 пьезоэлектрический преобразователь; ПЭП.
4.2.4 ультразвук (ультразвуковой); УЗ.
4.2.5 ультразвуковой контроль; УЗК.
4.2.6 электромагнитоакустический преобразователь; ЭМАП.
5. Общие положения
5.1 При УЗК сварных соединений применяют методы отраженного излучения и прошедшего излучения по ГОСТ 18353, а также их сочетания, реализуемые способами (вариантами методов), схемами прозвучивания, регламентированными настоящим стандартом.
5.2 При УЗК сварных соединений используют следующие типы УЗ волн: продольные, поперечные, поверхностные, продольные подповерхностные (головные).
5.3 Для УЗК сварных соединений используют следующие средства контроля:
— меры и/или НО для настройки и проверки параметров дефектоскопа.
Дополнительно могут быть использованы вспомогательные приспособления и устройства для соблюдения параметров сканирования, измерения характеристик выявленных дефектов, оценки шероховатости и др.
5.4 Дефектоскопы с преобразователями, меры, НО, вспомогательные приспособления и устройства, используемые для УЗК сварных соединений, должны обеспечивать возможность реализации методов и способов УЗК из числа содержащихся в настоящем стандарте.
5.5 Средства измерений (дефектоскопы с преобразователями, меры и др.), используемые для УЗК сварных соединений, подлежат метрологическому обеспечению (контролю) в соответствии с действующим законодательством.
5.6 Технологическая документация на УЗК сварных соединений должна регламентировать: типы контролируемых сварных соединений и требования к их контролепригодности; требования к квалификации персонала, выполняющего УЗК и оценку качества; необходимость УЗК околошовной зоны, ее размеры, методику контроля и требования к качеству; зоны контроля, типы и характеристики дефектов, подлежащих выявлению; методы контроля, типы применяемых средств и вспомогательного оборудования для контроля; значения основных параметров контроля и методики их настройки; последовательность проведения операций; способы интерпретации и регистрации результатов; критерии оценки качества объектов по результатам УЗК.
6. Способы контроля, схемы прозвучивания и способы сканирования сварных соединений
6.1. Способы контроля
При УЗК сварных соединений применяют следующие способы (варианты методов) контроля: эхо-импульсный, зеркально-теневой, эхо-теневой, эхо-зеркальный, дифракционный, дельта (рисунки 1-6).


